振動速度(mm/s)は、モーター、ポンプ、ファン、ブロワ、減速機などの回転機械の全体的な振動の大きさを把握するうえで、現場で最も使いやすい代表指標のひとつです。
特に、アンバランス・芯ずれ・緩み・基礎剛性不足のような中低周波の異常傾向を捉えやすく、巡回点検や傾向管理の入口として実務で重要です。
ただし、振動速度だけで故障原因を断定することはできません。
現場では、測定位置・方向・回転数・負荷条件をそろえて比較し、必要に応じてFFT解析や振動加速度と組み合わせて判断することが基本です。
この記事で分かること
- 振動速度(mm/s)の意味
- 評価基準の考え方
- 現場での判定手順
- 振動加速度やFFT解析との使い分け
振動速度(mm/s)とは何か?
振動速度は、機械表面が振動によってどれくらいの速さで往復しているかを表す指標です。単位は mm/s を用います。
設備診断では一般に実効値(RMS)で扱うことが多く、回転機械の全体的な振動エネルギーを評価しやすいのが特長です。
振動加速度が高周波異常の検出に強いのに対し、振動速度は設備全体の健康状態を総合的に見やすい指標です。
そのため、現場では「まず状態を把握する」ための基本指標として用いられます。
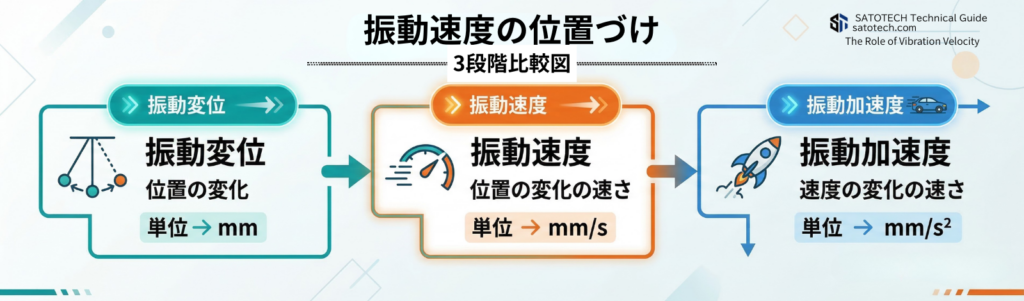
振動変位・振動速度・振動加速度の違いと用途
| 指標 | 単位 | 意味 | 主な用途 | 特徴 |
|---|---|---|---|---|
| 振動変位 | μm / mm | 振動の「大きさ(振れ幅)」 | 低速回転機械、大型設備 | 低周波に強いが高周波は捉えにくい |
| 振動速度 | mm/s | 振動の「エネルギー量」 | 回転機械の総合評価 | アンバランス・芯ずれ・緩みの検出に有効 |
| 振動加速度 | m/s² | 振動の「変化の速さ」 | 軸受診断・高周波異常 | 初期損傷や衝撃成分の検出に強い |
実務での使い分け
・振動速度:全体状態の把握
・振動加速度:初期異常の検出
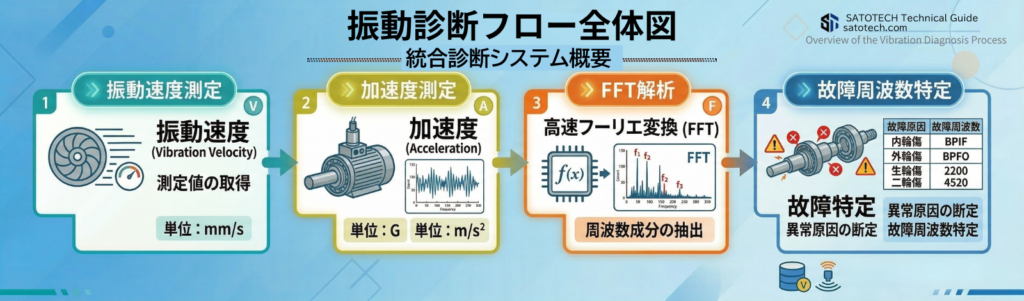
・FFT解析:原因特定
\ 初期異常を検出する高感度指標 /
軸受損傷や高周波異常の検出に有効
\ 異常の原因を特定する解析手法/
スペクトルから故障箇所を絞り込みます
\ 振動診断の全体像を体系的に理解 /
振動速度・FFT・加速度の関係もここで理解できます
\ 振動診断の手順と判定基準 /
なぜ設備診断で振動速度が重視されるのか?
振動速度が重視される理由は、設備全体の異常傾向を把握しやすく、保全現場での判定・比較・トレンド管理に向いているからです。
特に回転機械では、アンバランスやミスアライメント、緩みといった異常が振動速度に反映されやすく、巡回点検でも扱いやすい利点があります。
一方で、初期軸受損傷のような高周波寄りの異常は、速度だけでは見逃す場合があります。
そのため実務では、振動速度は全体状態の把握、振動加速度は早期異常の検出という役割分担で使い分けます。
- 総合評価しやすい
- トレンド比較しやすい
- 中低周波異常に強い
- 早期軸受異常は別指標も必要
\ 異常の原因を特定する解析手法/
スペクトルから故障箇所を絞り込みます
振動速度(mm/s)の評価基準の考え方
振動速度の評価では、単純に数値の大小だけを見るのでは不十分です。
実務では、設備の種類、出力、設置条件、基礎剛性、回転数、測定方向、負荷状態を踏まえて判断します。
実務では、次の3つを分けて考えると判断しやすくなります。
- 絶対値として高いか
現在の測定値が一般的な基準や社内管理値と比べて高いかを確認します。 - 過去トレンドと比べて増えているか
たとえ絶対値が大きくなくても、短期間で増加している場合は注意が必要です。 - 原因分析に進むべき状態か
閾値超過や増加傾向があれば、FFT解析などで原因候補を絞り込みます。
つまり、振動速度の評価基準は「表を見るだけ」では不十分です。
基準値+傾向管理+波形/周波数確認の三段構えで判定するのが基本です。
絶対値評価
現在の数値が高いかを確認する
トレンド評価
前回値や過去傾向と比較する
原因分析評価
必要に応じてFFT解析で要因を切り分ける
 技術担当
技術担当注意
基準値の表だけで良否を決めるのではなく、基準値+トレンド管理+原因分析で判定することが実務の基本です。
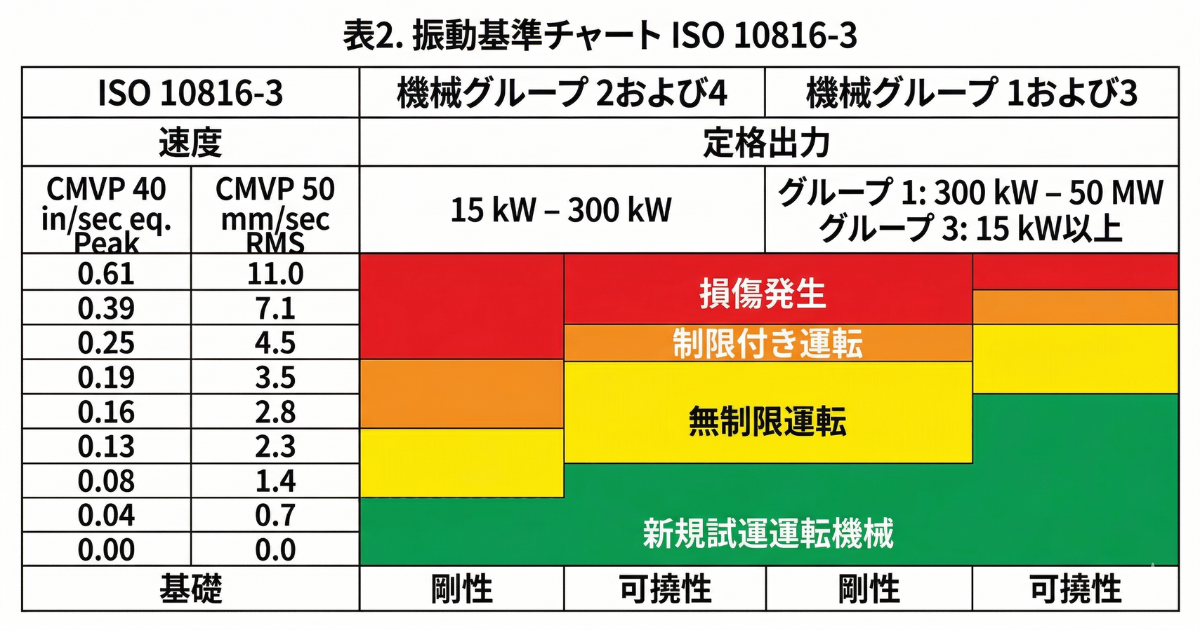
ISO 10816の振動判定基準とは?振動の良否を判断する代表的な考え方を整理します。
振動速度は「設備全体の健康診断」、振動加速度は「精密診断」と考えると分かりやすいです。
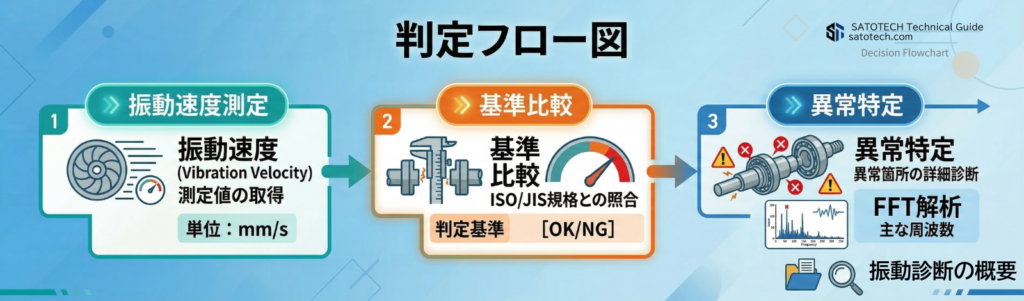
振動速度の判定でよく使う実務フレーム
現場で振動速度を使うときは、単発の数値だけで判断せず、次の順番で評価すると誤判定を減らせます。

実務フレーム1:まずは実効値(RMS)で全体状態を見る
巡回点検では、まず速度RMSで全体傾向を確認します。
前回より増えていないか、同型機と比べて突出していないかを見ます。
実務フレーム2:方向別に比較する
水平・垂直・軸方向の3方向を測ると、異常傾向の当たりがつけやすくなります。
- 水平/垂直が高い → アンバランス、緩み、据付問題の疑い
- 軸方向が高い → ミスアライメント、スラスト影響の疑い
実務フレーム3:増加率を見る
絶対値がまだ許容範囲でも、短期間で増加していれば要注意です。
実務では、単発の数値より増え方が重要です。
実務フレーム4:必要に応じてFFTへ進む
速度値が高いだけでは原因は断定できません。
異常が見えたら、周波数成分を確認して原因候補を絞り込みます。
STEP1:速度RMSを確認する
STEP2:3方向を比較する
STEP3:トレンド確認。前回値・過去傾向を見る
STEP4:必要に応じてFFT解析へ進む
NG
単発の数値だけで異常判定
OK
過去比較と周波数確認を併用
\異常の原因を特定する解析手法/
振動速度で見つけやすい異常と見つけにくい異常
振動速度は万能ではありません。向いている異常と、向いていない異常を分けて理解しておくと誤診断を減らせます。
見つけやすい異常
- アンバランス
- ミスアライメント
- 機械的緩み
- 据付不良
- 共振傾向
- 基礎や架台の剛性不足
見つけにくい異常
- 初期軸受損傷
- 微小な転動体欠陥
- 高周波寄りの衝撃性異常
- 潤滑不良の初期兆候
実務上の解釈
速度値が低いから健全とは限りません。
とくに軸受診断を重視する設備では、速度だけでなく加速度や周波数解析を併用すべきです。
技術担当注意
振動速度が正常でも、初期軸受異常や高周波異常が隠れていることがあります。
\ 軸受故障を周波数で判定/
内輪・外輪・転動体の異常判別に使用
\ 初期異常を検出する高感度指標 /
軸受損傷や高周波異常の検出に有効
現場での測定位置と測定方向の基本
同じ機械でも、測定位置や方向が変わると値は変わります。
そのため、振動速度の評価では毎回同じ条件で測ることが大前提です。
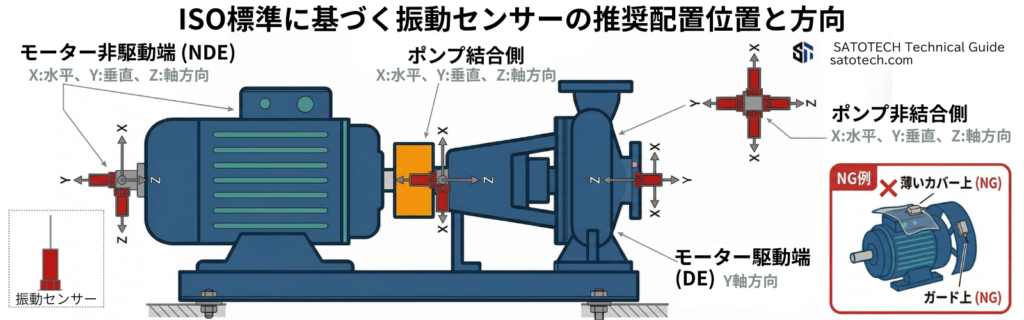
基本の測定位置
- モーター駆動側軸受(DE)
- モーター反対側軸受(NDE)
- ポンプ側軸受
- ファン側軸受
- 減速機入力/出力側軸受
基本の測定方向
- 水平
- 垂直
- 軸方向
実務上の注意
- 磁石取付と手持ち測定では再現性が異なる
- 測定面の塗膜や曲面で値がぶれやすい
- 回転数や負荷条件が異なると単純比較できない
技術担当比較の前提をそろえる
・同じ位置
・同じ方向
・同じ回転条件
・同じ負荷条件
ISO 10816基準と自社基準はどう使い分けるべきか
振動速度の評価では、ISO 10816の判定基準が参考になります。ただし、現場ではそれだけで完結しません。
なぜなら、同じ機械区分でも、基礎条件や設置環境、機械特性によって正常値の分布が異なるためです。
ISO 10816基準の役割
- 初期判断の目安
- 社内説明の共通言語
- 許容範囲設定のたたき台
自社基準の役割
- 同型機比較
- 設備固有の正常域設定
- 保全優先順位付け
結論:外部基準で大枠を見て、最終的には自社設備の傾向管理で詰めるのが実務的です。
ISO 10816基準
自社管理基準
ISO系基準は参考値として有効です。
ただし、最終判断は設備固有の傾向管理と運転条件を踏まえて行います。
振動速度を使った現場診断の具体例
数値の意味は、現場の文脈に落とし込んで初めて使える情報になります。
ここでは典型的な例を示します。
例1:モーター水平振動が高い
水平が高く、軸方向は低い場合、アンバランス、緩み、据付剛性の確認を優先します。
例2:軸方向だけ高い
水平・垂直より軸方向が高い場合、芯ずれ、カップリング状態、スラスト荷重の影響を確認します。
例3:全方向で上昇している
前回より全体的に増加している場合、基礎、ボルト、共振、運転条件変化を含めて総点検します。
例4:速度は低いが異音がある
振動速度だけで安心せず、振動加速度、FFT解析、超音波診断など追加確認へ進みます。
症状
疑う原因
次の確認項目
\ 軸受故障を周波数で判定/
内輪・外輪・転動体の異常判別に使用
振動速度だけで判断してはいけない理由
振動速度は優秀な指標ですが、単独で原因断定すると誤診断につながります。
理由1:周波数情報が消えている
振動速度RMSは総量評価には向きますが、原因の切り分けには周波数情報が必要です。
理由2:運転条件の影響を受ける
負荷、回転数、流量、取付条件が違えば、単純比較は危険です。
理由3:初期異常に鈍い場合がある
軸受の初期損傷や潤滑不良は、振動速度で大きく出ないことがあります。
結論
振動速度は入口、原因特定はFFT解析や振動加速度で詰めることが基本です。
NG
速度値だけで故障原因を断定する
OK
速度で傾向をつかみ、FFTや加速度で原因を確認する
どんな現場で振動速度管理を優先すべきか
振動速度管理は、次のような現場で特に有効です。
・巡回点検を標準化したい現場
・同型機が多い工場
・ポンプ、ファン、ブロワが多い設備
・保全部門で異常の優先順位を付けたい現場
・まず異常機をふるい分け、その後に精密分析したい現場
逆に、初期軸受異常の早期発見を最重視する場合は、速度だけでは不足しやすく、振動加速度やエンベロープの併用が必要です。
このような現場では振動速度管理が有効
□ 巡回点検
□ 同型機比較
□ 傾向管理
□ 異常機のふるい分け
まとめ:振動速度(mm/s)は全体状態の把握に最適な基本指標
振動速度(mm/s)は、設備診断において最初に状態を見るための基本指標です。
特に、アンバランス、芯ずれ、緩み、基礎剛性不足などの把握に有効で、巡回点検や傾向管理で高い実用性があります。
ただし、振動速度だけで原因は断定できません。実務では次の流れが基本です。
- 振動速度で異常傾向をつかむ
- 測定位置、方向、条件をそろえて比較する
- 増加傾向があればFFT解析や振動加速度で原因を詰める
- ISO系基準は参考値とし、自社トレンドで最終判断する
\ 振動診断の全体像を体系的に理解 /
振動速度・FFT・加速度の関係もここで理解できます
\ まず最初に確認する基本指標 /
回転機械の全体状態を把握する入口指標
\ 振動の良否を判断する基準 /
OK・注意・異常の判断基準を整理
\ 異常の原因を特定する解析手法/
スペクトルから故障箇所を絞り込みます
\ 初期異常を検出する高感度指標 /
軸受損傷や高周波異常の検出に有効
\ 軸受故障を周波数で判定/
内輪・外輪・転動体の異常判別に使用
\ /
よくある質問と回答 QA
- 振動速度(mm/s)は何を示す値ですか?
-
振動速度は、機械表面が振動によってどの程度の速さで動いているかを示す値です。設備全体の振動状態を把握しやすく、回転機械の総合評価によく使われます。
- 振動速度が高いと何が疑われますか?
-
アンバランス、ミスアライメント、機械的緩み、基礎剛性不足、共振などが疑われます。ただし、数値だけで原因断定はできず、FFT解析などの追加確認が必要です。
- 振動速度と振動加速度の違いは何ですか?
-
振動速度は設備全体の状態把握に向き、振動加速度は軸受損傷など高周波異常の検出に向きます。実務では両方を使い分けます。
- 振動速度だけで異常判定してよいですか?
-
単独判定は推奨できません。測定条件、過去トレンド、方向差、周波数成分を併せて判断する必要があります。
- ISOの基準があれば十分ですか?
-
十分ではありません。ISO系基準は初期判断の目安として有効ですが、最終的には自社設備の傾向管理と設備固有条件を加味して判断するのが実務的です。
- どの方向を測ればよいですか?
-
一般には水平、垂直、軸方向の3方向を測定します。方向差が異常傾向の切り分けに役立ちます。
- 速度が低ければ軸受は健全ですか?
-
そうとは限りません。初期軸受損傷や潤滑不良は速度で大きく出ない場合があり、加速度や周波数解析の併用が必要です。