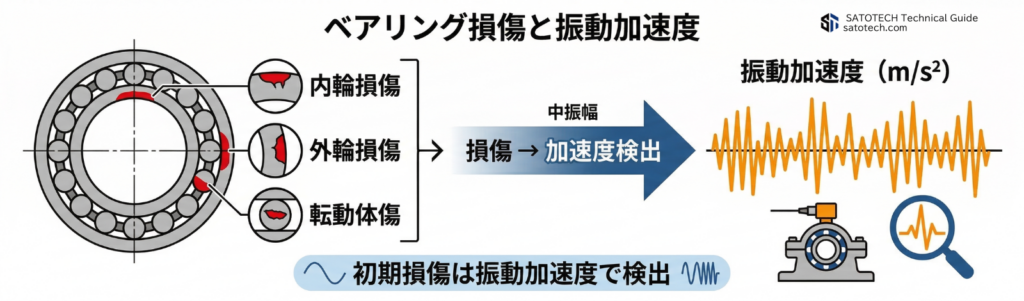
振動加速度(m/s²)は、軸受(ベアリング)の損傷や衝撃的な異常を検出するために重要な指標です。
日本国内では、計量法に基づきSI単位であるm/s²が標準的に使用されており、JIS規格や技術資料でもこの単位が採用されています。
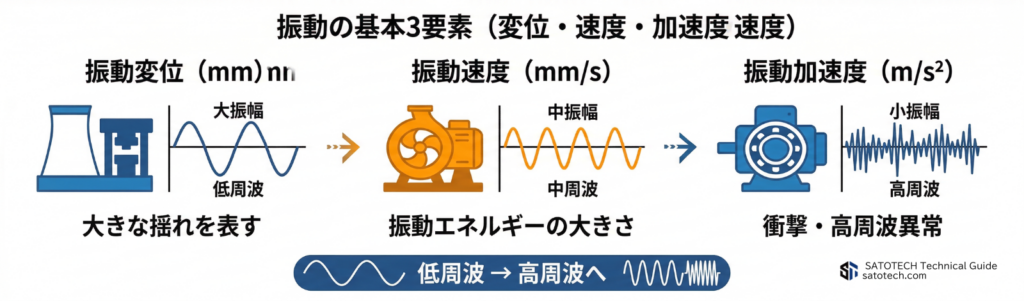
振動速度が設備全体の状態監視に適しているのに対し、振動加速度は高周波成分や微小な異常の検出に優れています。

振動加速度の意味、単位m/s²の考え方、用途、振動速度との違い、軸受診断と高周波異常の見方など実務での使い方まで体系的に解説します。
振動加速度とは何か(m/s²の意味)
振動加速度とは、振動の変化の速さを表す物理量であり、単位はm/s²(メートル毎秒毎秒)です。
これは速度の変化量を示す指標であり、特に衝撃や急激な振動変化を検出するのに適しています。
振動加速度は以下の特徴があります。
- 高周波成分に強い
- 衝撃検出に優れる
- 軸受診断に有効
\ 振動診断の手順と判定基準 /
振動加速度の単位(m/s²)と実務での扱い
日本では振動加速度の評価はSI単位であるm/s²が基本です。
| 単位 | 意味 |
|---|---|
| m/s² | 法定計量単位(日本) |
| g | 重力基準 慣用単位(海外) |
日本の技術資料・規格ではm/s²が標準です。
振動加速度の単位(m/s²とg)の違いと変換方法
振動加速度の単位は、日本ではSI単位であるm/s²(メートル毎秒毎秒)が標準です。
一方で、近年の振動計や海外製機器ではg(重力加速度)単位で表示されるケースも増えています。
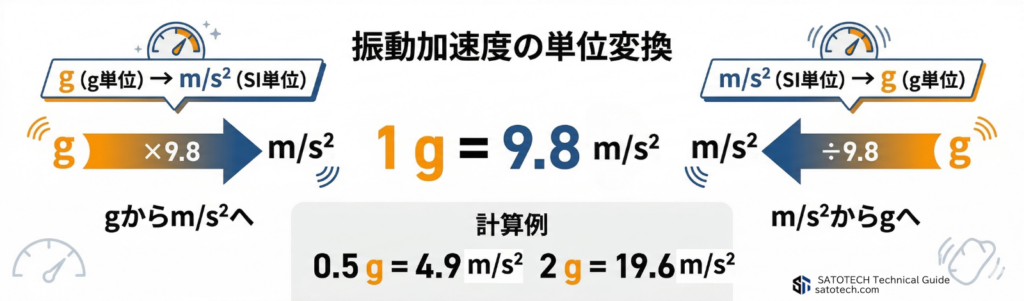
1 g = 約 9.8 m/s²
g単位からm/s²へ変換する場合は、重力加速度を掛けます。m/s² = g × 9.8
m/s²からgへ変換する場合は、9.8で割ります。g = m/s² ÷ 9.8
振動加速度が有効な用途(軸受診断)
振動加速度は以下の用途で特に有効です。
- ベアリング損傷
- 転動体の傷
- 異物混入
- 潤滑不良
振動速度との違い(重要)
振動速度と加速度は用途が明確に異なります。
| 指標 | 用途 |
|---|---|
| 速度 | 全体診断 |
| 加速度 | 軸受診断 |

👉結論
速度=健康診断、加速度=精密検査
振動加速度とFFT解析の関係
振動加速度は、FFT解析と組み合わせることで異常原因を特定できます。
- 周波数ごとの異常特定
- ベアリング故障周波数の検出
- 異常の種類判別
振動加速度で異常の兆候を検出する
振動加速度(m/s²)を測定し、高周波成分や衝撃的な振動が発生していないかを確認します。
軸受損傷や潤滑不良などの初期異常は、この段階で検出されることが多いです。
確認ポイント
- 軸受部で加速度値が高くなっていないか
- 衝撃的なピークが発生していないか
- 通常時よりも高周波成分が増えていないか
FFT解析で周波数成分を分解する
確認ポイント
- 周波数スペクトルのピーク位置
- 回転数に同期した成分(1X、2X)
- 高周波帯の異常成分
故障周波数と照合して異常原因を特定する
FFT解析で得られたピークを、ベアリング故障周波数や回転数と照合します。
これにより、異常の原因を具体的に特定できます。
確認ポイント
- BPFO(外輪損傷)
- BPFI(内輪損傷)
- BSF(転動体)
- FTF(保持器)
振動加速度の測定時の注意点
振動加速度は高周波成分に敏感なため、測定条件の影響を強く受けます。
センサーの取り付け状態や測定条件が不適切だと、実際には存在しない振動や異常を誤って検出する可能性があります。正しい診断を行うためには、測定条件の統一とセンサーの適切な取り付けが不可欠です。
▼測定前チェック
- センサーはしっかり固定されているか
- マグネットやネジ固定が緩んでいないか
- 測定面に油や汚れが付着していないか
▼測定中チェック
- センサーが浮いたりズレたりしていないか
- ケーブルが振動してノイズを拾っていないか
- 測定中に手や工具が接触していないか
▼測定条件の確認
- 毎回同じ測定位置で測定しているか
- 測定方向(X・Y・Z)が統一されているか
- 同じ運転状態(回転数・負荷)で測定しているか
▼ノイズ・誤差対策
- 周囲の電気ノイズの影響を受けていないか
- 異常に高い値が一時的に出ていないか
- 他の機械の振動を拾っていないか
振動加速度は「測り方」で結果が大きく変わる指標です。
正しい診断には、測定条件の再現性を確保することが最も重要です。
重要ポイント
振動加速度は高周波成分を扱うため、センサー固定のわずかな違いでも測定値が大きく変化します。
特に軸受診断では、測定方法のばらつきが誤診断の原因になるため注意が必要です。
実務での使い方(判断フロー)
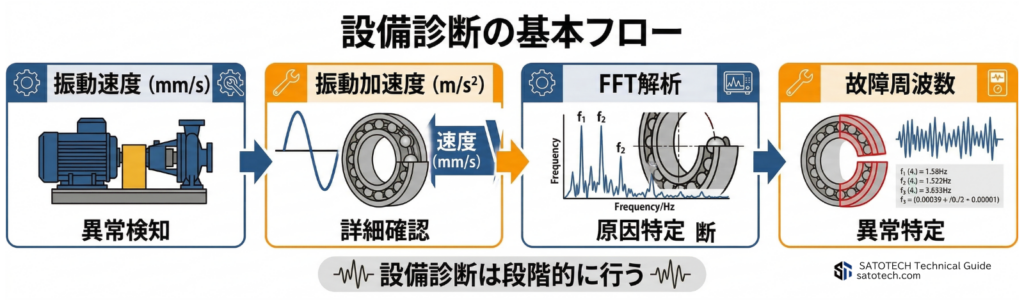
設備診断では、最初から原因を断定するのではなく、振動速度で異常の有無を把握し、振動加速度で詳細を確認し、FFT解析で原因を特定する流れが基本です。
振動加速度は、設備全体の異常を見つけるためではなく、異常の深掘りに使います。
1 振動速度で異常検知
2 振動加速度で詳細確認
3 FFT解析で原因特定
まずは振動速度(mm/s)で、設備全体の振動状態を確認します。
モーター、ポンプ、ファンなどの回転機械では、振動速度は全体の異常傾向を把握しやすく、定期点検や巡回点検の一次評価に適しています。
この段階で確認するポイント
- 前回測定値より上昇していないか
- 管理基準値を超えていないか
- 測定方向ごとの差が大きすぎないか
振動速度で異常傾向が確認されたら、次に振動加速度(m/s²)で詳細を確認します。
振動加速度は、高周波成分や衝撃成分に敏感なため、軸受損傷、潤滑不良、転動体の傷など、初期異常の把握に有効です。
この段階で確認するポイント
- 軸受部で高い値が出ていないか
- 衝撃的な成分が増えていないか
- 振動速度では見えにくい初期異常がないか
振動加速度で異常の兆候が確認されたら、FFT解析で周波数成分を確認し、異常原因を絞り込みます。
FFT解析を使うことで、アンバランス、ミスアライメント、緩み、軸受損傷などを周波数特性から判別しやすくなります。
この段階で確認するポイント
- 1X、2Xなど回転同期成分の有無
- 軸受故障周波数に近いピークの有無
- 高周波帯の異常成分の増加
振動加速度は「異常の深掘り」に使う指標です。
振動速度で全体異常を把握し、振動加速度で詳細を確認し、FFT解析で原因を特定する流れにすると、設備診断の精度が高まります。
よくある質問と回答FAQ
- 振動加速度とは何ですか?
-
振動加速度とは、単位時間あたりの速度変化量を示す指標で、振動の強さを表します。単位はm/s²またはgで表されます。
特に高周波成分に敏感で、ベアリングなどの初期異常検出に適しています。 - 振動速度との違いは何ですか?
-
振動速度は機械全体の状態評価、振動加速度は局所的・初期異常の検出に適しています。
振動加速度:ベアリング損傷・衝撃検出(m/s² / g)
振動速度:ISO基準による判定(mm/s)用途が異なるため併用が基本です。
- なぜ振動加速度でベアリング異常が分かるのですか?
-
ベアリング損傷は微小な衝撃振動を発生させるため、加速度が敏感に反応します。
初期段階では振動速度では検出できない場合でも、加速度では検出可能です。
- 振動加速度の単位は何を使えばよいですか?
-
一般的には以下の2種類が使われます。
g:重力加速度基準(1g = 9.8 m/s²)
m/s²:国際単位系(SI単位)
工業用途ではm/s²が主流です。
- 振動加速度はどのような用途に適していますか?
-
主に以下の用途で使用されます。
- ベアリング損傷検出
- ギア異常検出
- 衝撃・打撃の検出
- 高周波振動の解析
予知保全(CBM)において重要な指標です。
- 振動加速度だけで異常判定できますか?
-
単独判断は推奨されません。
実務では
- 振動速度(全体評価)
- 振動加速度(異常検出)
- FFT解析(原因特定)
3つを組み合わせるのが基本です。
- 振動加速度が大きいと必ず異常ですか?
-
必ずしも異常とは限りません。
- 運転条件
- 回転数
- 構造特性
によって変動するため、 トレンド(経時変化)で判断することが重要です。
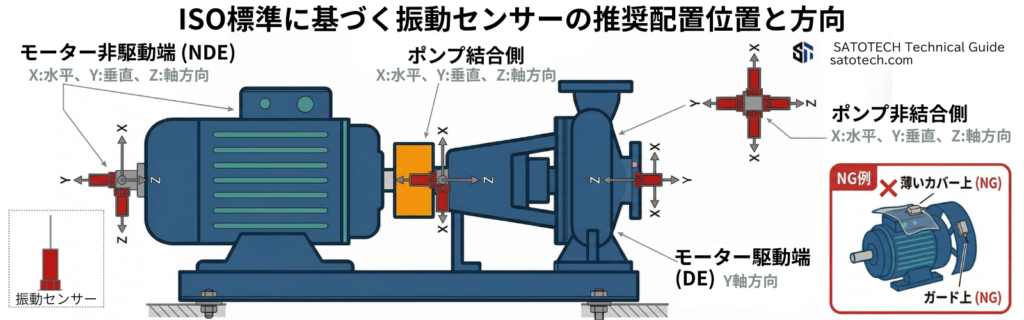
- 振動加速度はどこにセンサーを設置しますか?
-
一般的には以下の位置に設置します。
- 軸受部(最重要)
- モーター駆動側(DE)
- 反対側(NDE)
X(水平)・Y(垂直)・Z(軸方向)で測定するのが基本です。
- 振動加速度とFFT解析の関係は?
-
振動加速度データをFFT解析することで、異常原因を特定できます。
例
- BPFO → 外輪損傷
- BPFI → 内輪損傷
- BSF → ボール損傷
- FTF → 保持器異常
- 振動加速度はどのような機器で測定しますか?
-
加速度センサー(圧電式)を使用した振動計で測定します。
- ポータブル振動計
- データロガー
- 常設監視システム
👉用途に応じて選定が必要です。
最重要ポイント
👉 振動加速度=軸受診断と理解すること