片面からのアクセスで金属やFRPの厚さを非破壊測定する超音波厚さ計。
設備寿命を予測し、安全な運用とメンテナンスコストの最適化を実現するための、原理と機種選定の重要ポイントを解説します。
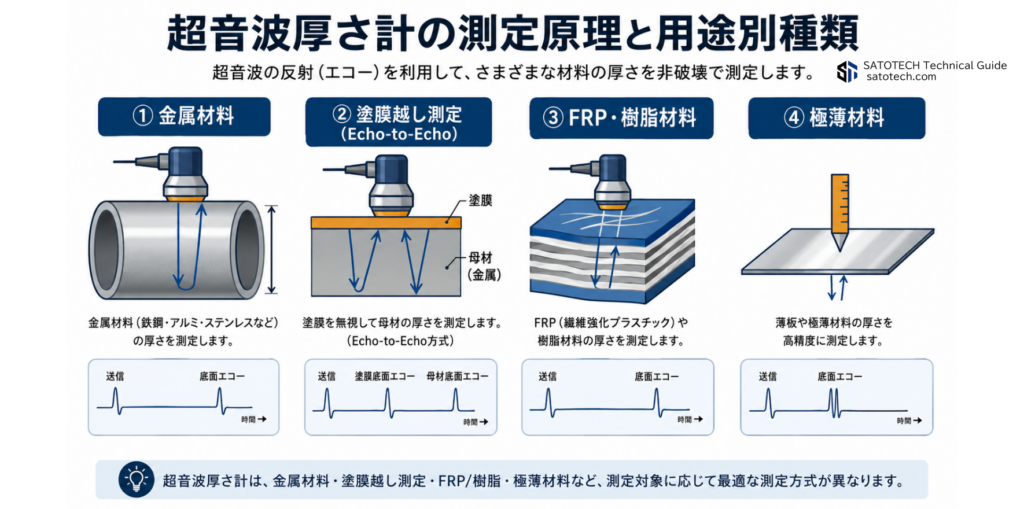
現場の材質と測定目的に合わせ、超音波厚さ計は以下の4種類に分類されます。高温の場合などもあります・
汎用・金属用厚さ計(パルス・エコー方式)
鋼管やタンクの減肉検査に最も使われる標準タイプ。超音波が底面で反射する時間を計測し、素早く正確に残厚を算出します。定期点検による予防保全の第一歩となる必須ツールです。
超音波厚さ計は「パルス・エコー法」を基本原理としており、以下の数式を用いて対象物の厚さをミリ単位で正確に算出します。
T = (V × t) / 2
- T(Thickness): 測定物の厚さ(mm)
- V(Velocity): 材質固有の超音波の伝播速度(音速:m/s)
- t(Time): 超音波パルスが発信され、底面で反射して戻ってくるまでの往復時間(μs)
探触子(プローブ)から発振された超音波が、測定対象物の底面で反射して戻ってくるまでの時間(t)を計測します。この時間は「往復」の伝播時間であるため、計算式では最後に2で割ることで、片道分の正確な距離(すなわち厚さ T)を導き出しています。正確な厚さを測るためには、測定対象の材質に合わせた正しい音速(V)の設定が不可欠です。
超音波厚さ計(パルス・エコー方式)は、超音波の音速が安定している以下の均質な固体材料に対して、極めて高い精度で非破壊による残厚測定・腐食検査を行うことができます。
- 鋼板・炭素鋼(構造物・配管・タンクなど)
- アルミニウム・アルミ合金(自動車・航空機部品など)
- ステンレス鋼(SUS304/SUS316等の耐食設備)
- チタン・チタン合金(化学プラント・特殊配管など)
- ガラス・石英ガラス(窓ガラス・工業用ガラス製品)
これらの材質は、それぞれ固有の超音波音速(V)を持っています。測定前に各材質に対応した音速値を厚さ計本体に校正(キャリブレーション)することで、1台の機器で多種多様な素材の非破壊検査をカバーすることが可能です。
\ お急ぎの方・製品一覧をすぐに見たい方はこちら /
スルーコーティング厚さ計(エコー・トゥ・エコー方式)
表面の塗装やコーティングを剥がさず、母材(金属)の厚さのみを測定できる高度なモデル。多重反射エコーの間隔を解析することで、塗膜剥離の手間と再塗装コストを劇的に削減します。
スルーコーティング機を使うことで、足場代と再塗装費用の40万円(規模による)が浮くため、たった3回の現場で上位機種の元が取れる場合があります。
| 比較項目 | 従来機(パルス・エコー方式) | スルーコーティング機 (エコー・トゥ・エコー方式) |
| 測定方法 の概要 | 塗装やコーティングを完全に剥離し、露出した金属母材にプローブを直接当てて測定します。 | 塗装の上からプローブを当てるだけで、多重エコーを解析して金属母材の厚みのみを算出します。 |
| 作業時間 | 【評価:×】非常に長い 「グラインダー等による塗装剥離 ➔ 測定 ➔ 再塗装 ➔ 乾燥待ち」という多工程が必要となり、1箇所あたりの拘束時間が長長期化します。 | 【評価:◎】極めて短い(即時完了) 事前の剥離工数や事後の再塗装・乾燥待ちが一切不要。プローブを当てた瞬間に金属の純粋な残厚が表示されます。 |
| トータル コスト (工数・部材・足場) | 【評価:△】高コスト化のリスクあり 剥離剤や塗料などの部材費に加え、乾燥待ちに伴うインフラ(足場・高所作業車など)の借用期間延長により、現場総コストが膨らみやすくなります。 | 【評価:◎】最小限のランニングコスト 必要な消耗品は接触媒質(カプラント)のみ。作業人員の工数(人件費)を大幅に圧縮できるため、検査箇所の多い現場ほどコストメリットが最大化します。 |
| 防食性の 維持 | 【評価:×】低下リスクあり 一度剥離した部分の再塗装は、工期や現場環境(湿度・温度)によって施工品質にバラつきが生じやすく、将来的な局所腐食(マクロセル腐食など)の引き金となるリスクがあります。 | 【評価:◎】完全に維持・保護 新車時やプラント建設時の「健全で均質な既存塗膜」を一切傷つけないため、設備本来の長期防食性能と資産価値を100%維持できます。 |
| 技術的・運用的メリット | 塗装のない剥き出しの鋼板や、新設パイプの受入検査などにはシンプルで最適です。 | 定期事業者検査、プラント配管の減肉スクリーニング、橋梁の維持管理など、既に塗装された構造物の大量サンプリングに圧倒的な威力を発揮します。 |
 技術監修山崎順子
技術監修山崎順子私たちサトテックが現場で直面した事例で、従来型の厚さ計による『塗膜を剥がして、測って、また塗る』という工程が、逆に設備の寿命を縮めるリスクとなったケースがありました。
現場の作業時間を圧迫するだけでなく、再塗装時の環境や施工のばらつきにより、そこから新たな腐食の起点(錆の原因)が作られてしまったのです。
プラント配管やタンクなどの重要設備において、健全な防食塗装を残したまま減肉管理ができるというメリットをお客様が話されています
塗膜を一切傷つけず、金属の純粋な残厚だけを弾き出せる機能は、現場の工数とコスト削減に直結し、長寿命化に向けた予防保全の質を劇的に引き上げます。
実務上の留意点(スルーコーティング機能の限界について)
スルーコーティング(エコー・トゥ・エコー)機能は、全ての塗膜・ライニングに対して万能ではありません。
一般的に「数mm以上の極端に厚いコーティング」「経年劣化で内部に空隙(浮き)が生じている塗膜」「超音波を著しく吸収・減衰させるゴム系ライニング」などの場合、底面からの多重エコーを正しく捕捉できず、測定エラーとなるか、一時的に塗装を剥離して測定する必要が生じるケースがあります。
機器導入にあたっては、事前にJIS Z 2355等の規格に準拠したテストピースや、実物サンプルでの検知検証を行うことを推奨いたします。
\ お急ぎの方・製品一覧をすぐに見たい方はこちら /
FRP・樹脂・鋳鉄用厚さ計(低周波プローブ対応)
超音波が減衰・散乱しやすいFRP(繊維強化プラスチック)や鋳鉄の測定に特化した低周波タイプ。高出力パルスと専用アルゴリズムにより、従来は測定困難だった内部構造の厚さも確実に捉えます。
なぜFRP(繊維強化プラスチック)や鋳鉄は、通常の金属用厚さ計で測れないのですか?
最大の理由は、素材内部における「超音波の著しい散乱と減衰」です。
FRPはガラス繊維(または炭素繊維)と樹脂を幾重にも積層した「複合構造」であり、鋳鉄は内部に粗大な黒鉛組織を含んでいます。汎用的な金属用厚さ計が発する高周波(5MHz程度)の超音波は波長が短いため、これらの繊維層や黒鉛の境界にぶつかると乱反射(散乱)を起こし、底面まで到達する前にエコーが完全に消失してしまいます。
■ 解決策(低周波プローブの必要性)
これをクリアするためには、波長が長く、障害物を回り込んで深部まで透過しやすい「低周波プローブ(0.5MHz〜2.25MHz帯)」と、微弱な底面エコーを拾い上げる専用の増幅アルゴリズムを備えたFRP・鋳鉄専用モデルを使用する必要があります。
※実務上の重要要件(音速設定について)
FRPは、積層枚数、樹脂と繊維の含有比率、製造工程(ハンドレイアップ等)によって内部の音速が極めて大きく変動します。
カタログ上の代表的な音速値は参考になりません。
精度の高い測定を行うためには、必ず「測定対象と同一ロット・同一製法のテストピース(既知の厚さのもの)」を用意し、事前の音速校正(キャリブレーション)を実施してください。
\ お急ぎの方・製品一覧をすぐに見たい方はこちら /
薄物・高精度用厚さ計(遅延材付き高周波プローブ)
1mm以下の薄板金属や精密部品の測定に適した高精度モデル。探触子先端の遅延材(ディレイライン)が近距離音場をコントロールし、0.001〜0.01mm単位の高分解能で微小な厚さ変動を検出します。
0.01mm〜0.001mm単位の高分解能を誇る遅延材付きプローブ(高周波モデル)では、測定者のわずかな手順の差が致命的な測定誤差に直結します。
1mm以下の薄板や精密部品を0.01mm〜0.001mmの高分解能で測定する「遅延材付き高周波プローブ」。その極めて高い精度を現場で100%引き出し、微小な測定誤差を排除するためには、以下の厳密な3ステップによる事前準備が不可欠です。
薄物測定において、プローブと対象物の間にある「カプラント自体の層の厚さ」は、ダイレクトにプラスの測定誤差として跳ね返ります。
実務のポイント
高粘度のゲルは避け、低粘度のオイルや水を使用してください。プローブを測定面に密着させた後、軽く押し込んで余分なカプラントを極限まで周囲に押し出す「極薄塗布」を徹底します。
探触子先端の遅延材(アクリルや特殊樹脂)を超音波が通過する時間(遅延時間)は、室温の変化や対象物の熱によって常に変動(ドリフト)しています。
実務のポイント
測定を開始する直前に、必ず厚さ計本体に組み込まれている専用のテストブロック(またはゼロ調整用基準片)を用いてゼロ点調整を実施し、プローブ内部での時間的ロスを正確に相殺してください。
材質が同じであっても、圧延やプレス加工などの加工応力が加わった極薄材は、内部の音速が微妙に変化している場合があります。カタログ上の一般音速値は使用しないでください。
実務のポイント
対象物と「同一材質・同一加工」のテストピース(段付試験片など)を用意します。
特に高精度が要求される場合は、想定される厚さの「上限値」と「下限値」の2箇所を用いた【2点校正】を実施することで、測定範囲全域の誤差を極小化できます。
※極薄測定における限界と「波形確認」の重要性
対象物の厚さが機器の測定下限値(例:0.15mm)を下回る場合や、表面粗さが大きい場合、多重エコーが重なり合って「実際の厚さの2倍」の数値が表示される現象(ダブリング)が発生するリスクがあります。
限界付近の薄物を測定する際は、数値のみを表示する安価なモデルではなく、Aスコープ(超音波波形)表示機能を搭載したハイエンドモデルで、エコーの重なりを視覚的に確認しながら測定することを強く推奨します。
数値だけが見える安いモデルは、薄物測定において2倍の誤差(ダブリング)に気づけないリスクがある
\ お急ぎの方・製品一覧をすぐに見たい方はこちら /
導入成功事例
音波厚さ計は、現場の環境や対象物によって「最適な機種」と「得られる経済効果」が異なります。私たちサトテックの機器が、実際に各業界の過酷な現場でどのように課題を解決し、コスト削減と安全性向上(ROIの最大化)に貢献しているか、具体的なユースケースをご紹介します。
🚢 造船・海洋設備(サビ調査・船体検査)
■ 現場の課題
船体外板やバラストタンクは、激しい海水腐食に晒されます。従来の検査では、分厚い防汚塗料(マリンペイント)をグラインダーで剥がして残厚を測定し、再度塗装と乾燥を行う必要があり、乾ドックでの停泊期間(機会損失)と足場・塗装コストが莫大に膨らんでいました。
■ 解決策と導入効果(スルーコーティング厚さ計)
- 工数とコストの劇的な削減: エコー・トゥ・エコー方式の採用により、塗膜を剥がさず上から当てるだけで鋼板の残厚測定が可能に。剥離・再塗装の工程がゼロになり、検査にかかる人件費と資材費を大幅に圧縮しました。
- 防食性の維持: 健全な塗膜を傷つけないため、測定箇所からの新たなサビ(腐食の起点)の発生を完全に防ぎます。
※専門家の実務注記(免責事項) 船体内部で進行した重度の「孔食(すり鉢状の局所腐食)」や、塗膜の浮き・剥離が激しい箇所では、超音波が正しく反射せず測定エラーとなる場合があります。異常値が検出された箇所は、必要に応じて塗膜を剥離し、目視とパルス・エコー法による直接測定によるダブルチェックを実施してください。
🏭 化学プラント・インフラ(高温配管の減肉検査)
■ 現場の課題 強酸や劇物が流れる化学プラントの配管では、内部の腐食やエロージョン(摩耗)による「減肉」が大規模な漏洩事故に直結します。しかし、稼働中の配管は高温であるため、検査のために設備を停止(シャットダウン)することは、工場全体の生産ラインを止めることと同義でした。
■ 解決策と導入効果(高温対応プローブ + 汎用厚さ計)
- 無停止(ノンストップ)での予防保全: 高温用接触媒質(カプラント)と耐熱プローブを組み合わせることで、稼働状態で数百度の表面温度を持つ配管の残肉スクリーニングを実現。計画外の設備停止リスクを未然に防ぎます。
- データロガー機能による経年管理: 測定データを本体に記録しPCへ転送。数年間の減肉トレンドをグラフ化することで、「あと何年で配管の限界値に達するか」という寿命予測(予知保全)が可能になります。
※専門家の実務注記(免責事項) 金属は温度が上昇すると、超音波の伝播速度(音速)が低下する物理特性を持ちます。常温設定のまま高温配管を測定すると「実際の厚さより厚く表示される(減肉を見逃す)」という致命的なリスクが生じます。高温測定時は、必ず温度補正機能を使用するか、実温度環境下でのテストブロックによる音速校正を行ってください。
✈️ 精密部品・プレス加工(薄物の寸法検査)
■ 現場の課題 自動車のボディパネルや航空機のチタン部品、極細の金属チューブなどは、1mm以下の精度が要求されます。マイクロメーターやノギスでは「端」しか測れず、曲面や部品の中央部分の肉厚が設計公差内に収まっているかを非破壊で証明することが困難でした。
■ 解決策と導入効果(遅延材付き高周波プローブ + 高精度厚さ計)
- 0.01〜0.001mm単位の品質証明: 近距離の分解能に優れた遅延材付きプローブを使用し、マイクロメーターが届かない部品中央の厚みを片面から精密測定。歩留まりの改善と、納品先への信頼性の高い品質証明データを提供します。
- 抜き取り検査から全数検査へ: 破壊検査(切断)が不要になるため、高価な材料のロスをなくし、検査のスピードアップにより全数検査に近い品質管理体制を構築できます。
※専門家の実務注記(免責事項) プレス加工や曲げ加工が施された箇所は、加工硬化や残留応力によって材料内部の音速が変化している場合があります。極めて高い精度(0.01mm以下)を要求される合否判定では、カタログスペックを過信せず、同一加工条件の基準サンプルを用いた厳密な事前キャリブレーション(2点校正)を必須の運用ルールとしてください。
見落としがちな重要な視点(実務・分析レベル)
高温環境における「偽の安全」リスク(温度による音速低下)
稼働中のプラントなど高温環境下では、金属の温度上昇に伴い「超音波の音速が遅くなる」という物理現象が発生します。
常温(20℃)で音速設定した厚さ計で高温の配管を測ると、伝播時間が長くかかるため、実際の厚さよりも「厚く」表示されてしまいます。
これは減肉を見逃す致命的なエラーに繋がるため、高温用プローブの使用と、温度補正の知識が不可欠です。
接触媒質(カプラント)の粘度選定の重要性
単にカプラントを塗れば良いわけではありません。垂直面や天井面の測定、あるいは粗い鋳鉄面には高粘度のゲル状カプラントが必要です。
薄物や精密測定には低粘度のオイルが適しています。
カプラントの選択ミスがエコーの消失(測定不能)を招く事実があります。
プローブ(探触子)の摩耗とゼロ点ドリフト
プローブの接触面(摩耗膜)は、測定を繰り返すたびに僅かに削れていきます。
この摩耗によりゼロ点が狂うため、「日々の測定前のゼロ点調整(ゼロ補正)」が精度維持の命綱となります。
よくある質問と回答 (FAQ)
- 測定精度に誤差が出る主な原因は何ですか?
-
最も多い原因は「音速設定の誤り」です。材質によって超音波の伝播速度が異なるため、測定前に必ず同一素材・既知の厚さのテストブロックを用いた音速校正(キャリブレーション)を実施してください。また、表面のサビによる浮きや、接触媒質(カプラント)の不適切な塗布も誤差の要因となります。
- スルーコーティング機能で測れない塗装・塗膜はありますか?
-
はい、存在します。極端に厚いコーティング(一般的に数mm以上)、超音波を著しく吸収するゴム系ライニング、あるいは母材とコーティングの音響インピーダンス(音の伝わりやすさ)が近すぎる場合、正確な多重エコーが拾えないことがあります。その際は一部剥離による直接測定をご検討ください。
- 測定結果は法的な安全証明として単独で使用できますか?
-
超音波厚さ計の測定値は、設備の残厚管理や予防保全における極めて重要な「技術的指標」です。しかし、法的要件を満たす最終的な安全証明とするためには、有資格者(NDT技術者等)による適切な測定手順(JIS Z 2355等の規格準拠)の遵守と、他の非破壊検査手法を組み合わせた総合的な評価が必要です。本機器の数値のみで設備の絶対的な安全を保証するものではありません。