FFT解析とは、時間波形として記録された振動信号を周波数成分ごとに分解して可視化する解析手法です。設備診断では、振動速度や振動加速度で「異常がある」と分かったあとに、その異常が何に由来するのかを周波数から切り分けるために使います。
たとえば、アンバランスは回転数成分、芯ずれは2倍成分や軸方向成分、軸受異常は故障周波数成分として現れやすく、FFT解析を使うことで異常の種類に当たりをつけやすくなるのが最大の利点です。
一方で、FFTは万能ではありません。測定条件、回転数、レンジ設定、分解能、窓関数、平均化を理解しないまま読むと、誤判定の原因になります。
 技術担当
技術担当この記事で分かること:振動診断での見方と使い方
・FFT解析の基本原理 ・スペクトルの見方
・1X、2X、ベアリング周波数の意味 ・実務での診断フロー
・誤判定を防ぐポイント
FFT解析とは何か
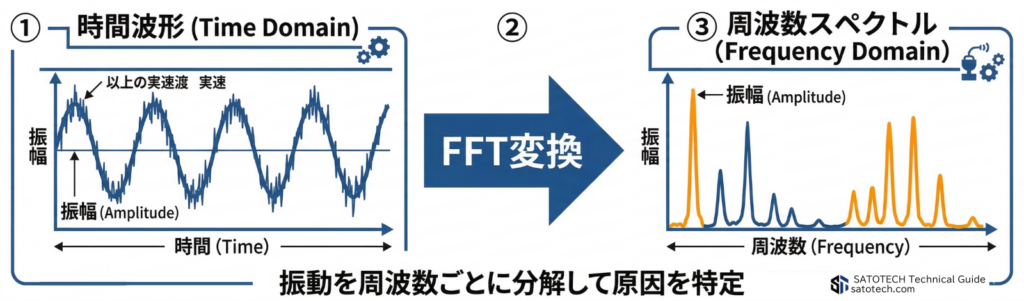
FFTは Fast Fourier Transform の略で、時間軸の信号を周波数軸へ高速に変換する手法です。
設備診断では、センサーで取得した振動波形をFFT処理し、どの周波数成分がどれだけ強く出ているかをスペクトルとして表示します。
時間波形だけでは「振動が大きい」ことは分かっても、原因の切り分けは困難です。
FFT解析を使うと、回転数に一致する成分、倍数成分、軸受故障周波数、電源周波数由来の成分などを見分けやすくなります。
FFT解析の役割
・振動の大きさを見るものではなく、原因候補を切り分けるための解析
・速度値や加速度値の“次の段階”で使う
・異常の有無ではなく、異常の中身を読むために重要
時間波形とFFTスペクトルの違い
| 項目 | 時間波形 | FFTスペクトル |
|---|---|---|
| 何を見るか | 間に対する振動の変化 | 周波数ごとの成分の強さ |
| 得意なこと | 衝撃、周期、変動の確認 | 原因成分の切り分け |
| 主な用途 | 生波形確認、衝撃性の有無確認 | アンバランス、芯ずれ、軸受異常の解析 |
| 注意点 | 原因特定は難しい | 条件設定を誤ると誤判定しやすい |
\ 振動診断の全体像を体系的に理解 /
FFT解析がどの位置づけにあるかを全体から確認できます
なぜ設備診断でFFT解析が重要なのか
振動速度や振動加速度は、設備状態の把握には有効ですが、原因そのものを直接示すわけではありません。
同じ「振動が高い」状態でも、原因がアンバランスなのか、芯ずれなのか、緩みなのか、軸受異常なのかで対策は大きく変わります。
FFT解析が重要なのは、こうした原因候補を周波数成分の特徴から絞り込めるからです。
実務では、FFTは次のような流れで使います。
STEP1:振動速度または加速度で異常傾向を確認
STEP2:FFT解析で周波数成分を見る
STEP3:回転数、倍数成分、故障周波数を照合
STEP4:原因候補を絞り込み、現場点検へつなぐ
NG
スペクトルだけで原因を断定するのはNG
OK
回転数、測定方向、現場状況とあわせて判断するのがOK
\ まず最初に確認する基本指標 /
FFT解析の前に、全体状態の把握に使う基本指標です
FFTスペクトルの基本的な見方
FFTスペクトルでは、横軸に周波数、縦軸に振幅が表示されます。
横軸は Hz や CPM(cpm)で表示されることがあり、縦軸は mm/s、m/s²、g など測定モードによって変わります。
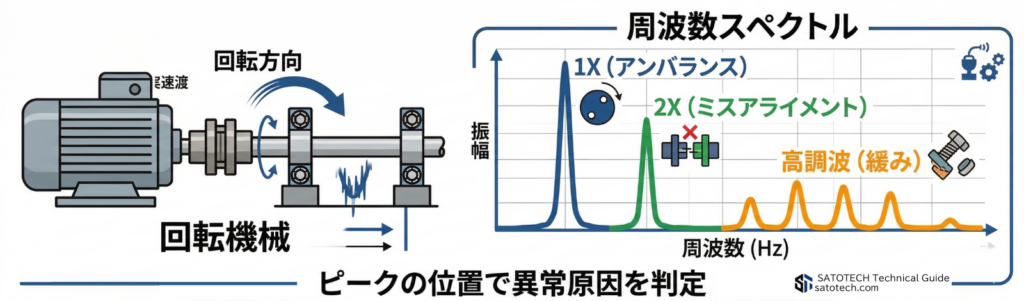
まず確認すべきなのは、回転数に対してどの位置にピークがあるかです。
回転機械の診断では、実測回転数を基準に、1X、2X、3Xといった成分を読むのが基本です。
1X成分
回転数と同じ周波数成分です。
アンバランスで強く出やすい代表成分です。
高調波成分
3X、4X、5Xといった倍数成分です。
緩みや変形、複雑な機械系異常で現れることがあります。
2X成分
回転数の2倍成分です。
芯ずれや機械的な組付け異常で目立つことがあります。
非整数倍成分
回転数の整数倍ではない成分です。
軸受異常、ギヤ異常、電磁的影響、共振などの疑いがあります。
FFTスペクトルを見るときの基本
- 回転数を必ず確認する
- 1Xだけで判断しない
- 方向差もあわせて見る
- トレンドで増えているか確認する
FFTスペクトルの基本構造:横軸=周波数、縦軸=振幅
1X、2X、3X、ベアリング周波数の位置関係を図解
FFT解析で分かる代表的な異常
FFT解析は、異常の種類ごとに現れやすい周波数パターンを使って診断します。
ただし、実際には複数要因が重なることが多いため、単純な決め打ちは危険です。
アンバランス
回転数成分である1Xが大きく出やすい異常です。
半径方向の振動が優勢で、位相も有力な判断材料になります。
芯ずれ(ミスアライメント)
32X成分や軸方向振動の増加が見られることがあります。
ただし、必ず2Xとは限らず、1Xが強く見える場合もあります。
機械的緩み
高調波成分が増えたり、複数ピークが乱れたりする傾向があります。
基礎ボルト、架台、取付剛性の確認が必要です。
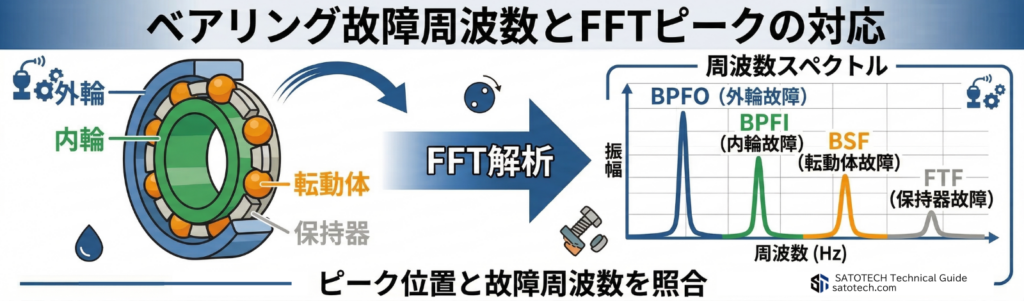
軸受異常
BPFO(外輪)、BPFI(内輪)、BSF(転動体)、FTF(保持器)などの故障周波数付近に特徴が現れます。
初期異常ではエンベロープ解析や加速度モードの方が有効な場合もあります。
電気的異常
電源周波数やその倍数付近にピークが現れることがあります。
モーター診断では機械要因との切り分けが必要です。
FFT解析で見つけやすい代表異常
| 異常の種類 | FFTで見やすい特徴 | 足 |
|---|---|---|
| アンバランス | 1X成分が優勢 | 半径方向で出やすい |
| 芯ずれ(ミスアライメント) | 2X成分、軸方向成分の増加 | 1X優勢の場合もある |
| 緩み(ゆるみ) | 高調波が増える | 取付部や基礎確認が必要 |
| 軸受異常 | 故障周波数成分が出る | 加速度やエンベロープ併用が有効 |
| 電気的異常 | 電源周波数由来の成分 | モーター診断で要確認 |
\ 軸受故障を周波数で判定/
内輪・外輪・転動体の異常判別に使用
FFT解析の前に必ず確認すべき条件
FFT解析は、測定条件が不適切だと診断精度が落ちます。
実務では、スペクトルを見る前に次の条件を確認することが重要です。
回転数
回転数が分からなければ、1Xや倍数成分の判断ができません。
必ず実測または正確な運転条件を確認します。
周波数レンジ
レンジが狭すぎると必要な成分が見えず、広すぎると分解能が不足します。
目的に応じて設定を変える必要があります。
分解能
分解能が粗いと、近接したピークが分離できません。
回転数近傍やベアリング周波数を見るときは重要です。
窓関数
窓関数の選択でスペクトルの見え方は変わります。
一般的にはハニング窓がよく使われますが、測定目的で適切な設定を選ぶ必要があります。
平均化
回ランダム成分をならし、再現性を上げるために平均化を使います。
ただし、瞬間的な異常を見落とす場合もあるため注意が必要です。
FFT前の確認項目
- 回転数
- 測定方向
- 周波数レンジ
- 分解能
- 窓関数
- 平均化設定
▼関連記事(SWELL関連記事ブロック)
- 振動速度(mm/s)の評価基準
- 振動加速度(m/s²)の意味
振動速度とFFT解析の違い
振動速度は、設備全体の状態を把握するための指標です。
一方、FFT解析は、その振動がどの周波数成分から成り立っているかを見て原因を探る手法です。
つまり、両者は競合ではなく、役割が異なります。
振動速度
- 全体状態の把握
- 巡回点検に向く
- 閾値比較がしやすい
FFT解析
- 周波数ごとの原因切り分け
- 異常要因の推定に向く
- 設定条件の理解が必要
- 測定だけでは使えない
技術担当実務では、
振動速度で異常傾向を把握し、FFT解析で原因を絞り込む
という流れが基本です。
\ まず最初に確認する基本指標 /
FFT解析の前に、全体状態の把握に使う基本指標です
FFT解析だけで判断してはいけない理由
FFT解析は強力ですが、スペクトルだけで結論を出すのは危険です。
主な理由は次の通りです。
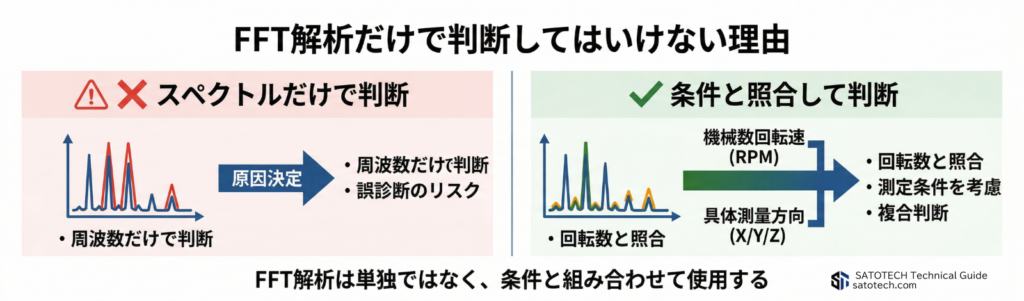
同じピークでも原因が複数あり得る
たとえば1X成分はアンバランスだけでなく、芯ずれや偏心、基礎問題でも大きくなることがあります。
現場条件の影響を受ける
回転数変動、負荷変動、設置状態、共振条件で見え方が変わります。
初期軸受異常は見逃すことがある
通常の速度FFTだけでは初期欠陥を捉えにくい場合があります。
加速度FFTやエンベロープ解析の方が適する場合があります。
位相や時間波形も重要
FFTスペクトルだけでは切り分けが難しい場合、位相解析、時間波形、トレンド情報が必要です。
NG
スペクトル1枚で故障原因を断定するのはNG
OK
FFT、時間波形、方向差、回転数、現場点検を組み合わせるのがOK
\ 現場でFFT解析に対応した振動計を探す /
速度・加速度・変位の測定や、FFT分析機能付きモデルを比較できます
| 比較項目 | TPI-9071振動計(診断特化) | 振動計バイブロTIME7231 | 防爆型振動計TPI-9080-EX |
 |  |  | |
| 主な役割 | 自動診断・FFT解析 | FFT(高速フーリエ変換)分析機能 | 日常点検・スクリーニング |
| 測定モード | 加速度・速度・BDU(軸受) | 加速度・速度・変位 | 加速度・速度・BDU(軸受) |
| データ保存 | 本体メモリ(200件) | 100×100件のデータ保存 | 本体メモリ(200件) |
| 判定機能 | ISO規格カラー判定 / 1X,2X,3X解析 | アラーム機能: 振動が制限値に達した時 | ISO規格カラー判定 / 1X,2X,3X解析 |
| 最大メリット | 「振動の理由の原因」をその場で判明 | RS-232Cインターフェイス | 「振動の理由の原因」をその場で判明 |
| 動画で紹介 | 動画で紹介 | 動画で紹介 |
実務で使うFFT解析の基本フロー
設備診断の現場でFFT解析を使う場合、次の流れで進めると判断しやすくなります。
STEP1:振動速度または加速度で異常傾向をつかむ
STEP2:回転数を確認する
STEP3:FFTスペクトルを取得する
STEP4:1X、2X、高調波、故障周波数を照合する
STEP5:測定方向と現場症状を照らし合わせる
STEP6:必要に応じて再測定、位相、時間波形、分解点検へ進む
実務で重要な考え方
FFT解析は「答え」ではなく、原因候補を絞るための手段です。
最終判断は、スペクトル、設備構造、運転状況、現場確認を合わせて行います。
FFT解析で外してはいけない視点
- 回転数基準で読む
- 単発値ではなくトレンドも見る
- 方向別に比較する
- スペクトルだけで決めない
どんな現場でFFT解析が特に有効か
FFT解析は、次のような現場で特に有効です。
- 振動値は高いが原因が分からない設備
- アンバランス、芯ずれ、緩みの切り分けが必要な設備
- 軸受異常を周波数で追いたい設備
- 同型機比較よりも原因分析を重視する現場
- 保全部門で再発防止まで踏み込みたい現場
技術担当一方で、巡回点検の一次判定だけなら、まずは振動速度管理の方が扱いやすい場合があります。
FFT解析は、ふるい分けの次の段階で真価を発揮します。
まとめ:FFT解析は“異常の原因を周波数で絞り込む”ための手法
FFT解析は、振動を周波数成分に分解し、設備異常の原因を切り分けるための重要な手法です。
特に、アンバランス、芯ずれ、緩み、軸受異常などを周波数から読み解くうえで有効です。
ただし、FFT解析だけで原因を断定するのは危険です。
実務では、次の流れが基本です。
・振動速度や加速度で異常傾向をつかむ
・回転数を基準にFFTスペクトルを読む
・1X、2X、高調波、故障周波数を照合する
・方向差、時間波形、現場状況を加えて判断する
振動診断は以下の流れで理解すると実務で使えます
STEP1
振動診断の全体像を体系的に理解
FFT解析がどの位置づけにあるかを全体から確認できます
STEP2
まず最初に確認する基本指標
回転機械の全体状態を把握する入口指標
STEP3
異常の原因を特定する解析手法
スペクトルから故障箇所を絞り込みます
STEP4
振動の良否を判断する基準
OK・注意・異常の判断基準を整理
STEP5
初期異常を検出する高感度指標
軸受損傷や高周波異常の検出に有効
よくある質問(FAQ)
- FFT解析とは何ですか?
-
FFT解析とは、時間波形の振動信号を周波数ごとの成分に分解して表示する解析手法です。設備診断では、異常の原因を周波数から切り分けるために使います。
- FFT解析で何が分かりますか?
-
アンバランス、芯ずれ、緩み、軸受異常、電気的異常などの原因候補を、周波数成分の特徴から絞り込むのに役立ちます。
- 1Xや2Xとは何ですか?
-
1Xは回転数と同じ周波数成分、2Xはその2倍成分です。アンバランスや芯ずれなどの判断で重要な基準になります。
- FT解析だけで故障原因は特定できますか?
-
いいえ。FFTは原因候補を絞るための手法であり、回転数、方向差、時間波形、現場状況とあわせて判断する必要があります。
- 振動速度とFFT解析の違いは何ですか?
-
振動速度は全体状態の把握に向き、FFT解析は原因を周波数で切り分けるのに向きます。実務では両者を組み合わせます。
- FFT解析で軸受異常は分かりますか?
-
分かる場合があります。ただし、初期軸受異常は通常の速度FFTでは見えにくいことがあり、加速度FFTやエンベロープ解析の方が有効な場合があります。
- FFT解析で最初に確認すべきことは何ですか?
-
回転数の確認が最優先です。回転数が分からないと、1Xや倍数成分、故障周波数の解釈ができません。