
工業用システムにおける圧縮エア管理の戦略的意義とは?顧客企業のISO 50001管理業務を大幅に効率化できること
現代の製造業において、圧縮空気漏れの管理は単なる工場のメンテナンス項目ではありません。
それは企業の収益性と持続可能性を直結させる経営戦略上の最重要課題の一つです。
圧縮エアの生成には莫大なエネルギーを要し、適切に管理されない漏洩は利益を確実に侵食します。





圧縮エア漏れは工場の電力コストを増加させる
圧縮エアは、工業分野で使用されるエネルギー形態の中で最も高価なものの一つです。
具体例として、90kWのコンプレッサーを年間8,500時間稼働させる高圧受電工場の事例(電力単価を25~30円/kWh)を想定すると、年間の電力コストだけでも約1,900万~2,300万円に達します。
初期投資やメンテナンス費用を含めた総所有コスト(TCO)は年間数千万円規模にまで膨らみます。
圧縮エア設備では、電力費だけでなく、コンプレッサー本体の保守、フィルタ交換、ドレン処理、圧力損失、待機運転を含めた総所有コスト(TCO)で評価することが重要です。
エネルギーコスト削減のための圧縮エア漏洩管理と計測ソリューション詳細ガイド
 技術営業担当者
技術営業担当者この超音波カメラとソフトを使えば、ISO 50001の要件を満たすための報告書が簡単に作れます。

エア漏れ対策は、一度の点検で終わるものではありません。
「検知 → 記録 → 修理 → 効果確認」を継続することで、省エネ活動の成果を着実に積み重ねることができます。
6〜12ヶ月ごとの定期的かつ継続的なフォローアップが必要な標準作業手順(SOP)として組織に組み込む必要があります。
手順1:工場全体のエア漏れ点検を実施
まずは超音波カメラで漏れ箇所を可視化し、現状を把握します。
手順2:ISO 50001準拠レポート出力
レポートの作成: 撮影した写真、自動計算された漏洩サイズ、そして「年間損失金額」を含む
ISO 50001準拠の監査レポートの生成。
管理者は「損失金額」でどの修理に予算を投じるべきか、経営的判断を下すことが可能になります。
手順3:修理優先順位を決める
損失額、修理時間、生産影響を考慮し、費用対効果の高い箇所から修理します。
手順4:修理後に再測定する
修理前後を比較し、省エネ効果を確認します。
- エネルギーロスの特定: 工場の配管からの圧縮空気(エア)やガスの漏れ、高圧設備のコロナ放電などを可視化し、目に見えないエネルギーの浪費をピンポイントで発見します。
- ISO 50001準拠レポートの出力: AI機能などを用いて「漏れによる損失コスト」を自動算出し、ISO 50001のエネルギー管理要件に対応した報告書(レポート)を作成するソフトウェアを提供しています。
| 項目 | 得られる効果 |
|---|---|
| 電力コスト削減 | 不要な圧縮エア消費を抑制 |
| 修理優先度の明確化 | 損失額が大きい箇所から対応 |
| コンプレッサー増設の抑制 | 漏れ修理で既存設備の余力を回復 |
| 保全記録の整備 | 写真付きレポートで社内説明が容易 |
| ISO50001との親和性 | 継続的改善活動の記録に活用可能 |
特に、エアホース、継手、カプラ、バルブ周辺の漏れは、修理時間が短く費用対効果が高い箇所です。高所配管やライン停止が必要な箇所は、定期修繕時にまとめて対応することで、現場負担を抑えながら改善できます。
- 漏れ箇所の位置
- 推定漏れ量
- 推定損失金額
- 漏れレベル
- 点検画像
- レポート作成用データ
圧縮空気以外の工業用ガスにも活用可能
超音波カメラは、圧縮空気だけでなく、漏れにより超音波が発生する各種ガス設備にも活用できる場合があります。
- 窒素
- 真空設備
- 圧縮ガス配管
- ユーティリティ配管
- 高圧設備の部分放電確認
特に窒素などの工業用ガスは、ガスそのもののコストが高いため、小さな漏れでも損失が大きくなることがあります。対象ガス、圧力、周囲騒音、距離、配管条件により検知可否は変わるため、現場条件に合わせた機種選定が必要です。
可燃性ガス、有毒ガス、高圧ガス設備では、関係法令、社内安全基準、保安管理体制に従って点検してください。超音波カメラは安全確認や法定検査を代替するものではありません。
こんな現場におすすめです
- コンプレッサーの電気代が高い
- 休日や夜間もコンプレッサーが動いている
- エア圧不足で設備増設を検討している
- 配管・継手・カプラが多い
- エアブロー工程が多い
- 高所配管や安全柵内の点検が難しい
- 省エネ診断やISO50001対応の記録を残したい
- 修理優先順位を数値で決めたい
サトテックが提案するエア漏れ診断の導入メリット
サトテックでは、圧縮エアおよび工業用ガス設備向けに、超音波カメラ・エア漏れ検知器をご提案しています。
HIKMICRO AI56のような超音波カメラを活用することで、漏れ箇所の発見、損失金額の把握、写真付き記録、修理後確認までを効率化できます。
- 短時間で広範囲を点検
- 漏れ箇所を画像で共有
- 修理優先度を判断しやすい
- 省エネ改善の根拠資料を作成しやすい
- コンプレッサー増設前の現状確認に有効
圧縮エア漏れ診断のよくある質問(FAQ)
Q1. 圧縮エア漏れはなぜ電気代に影響しますか?
A. 漏れた空気を補うためにコンプレッサーが余分に運転するためです。漏れを放置すると、不要な圧縮空気を作り続けることになり、電力コストが増加します。
Q2. 騒音の大きい工場でも検知できますか?
A. 超音波カメラは、人の耳では聞き取りにくい高周波音を検知します。モーターや送風機などの騒音がある環境でも、条件が合えば漏れ箇所の特定に役立ちます。
Q3. AI56は圧縮空気以外にも使えますか?
A. 窒素、真空設備、各種圧縮ガスなど、漏れにより超音波が発生する設備で活用できる場合があります。ただし、対象ガス、圧力、距離、周囲騒音、安全条件により検知可否は変わります。
Q4. エア漏れ診断はどれくらいの頻度で行うべきですか?
A. 6~12ヶ月ごとの定期点検がおすすめです。配管や継手は振動や経年劣化で新たな漏れが発生するため、継続的な確認が重要です。
Q5. コンプレッサー増設前に診断した方がよいですか?
A. はい。エア圧不足の原因が漏れである場合、修理によって必要空気量が下がり、既存設備で対応できる可能性があります。増設前の現状確認として有効です。
Q6. レポートは社内稟議に使えますか?
A. 写真、漏れ位置、推定損失金額などを記録できるため、修理計画や省エネ改善の説明資料として活用できます。ただし、正式な保証値や法定書類として使う場合は、用途に応じた確認が必要です。
免責事項
本ページの内容は、圧縮エア漏れ診断および超音波カメラ選定に関する一般的な技術情報です。検知可否、削減効果、投資回収期間は、設備条件、圧力、漏れ量、周囲騒音、運転時間、電力契約、点検方法により異なります。安全管理、法令対応、最終的な設備判断は、現場条件、メーカー資料、関係法令、社内基準に基づいてご確認ください。
圧縮エア漏れは、工場の電力コストを押し上げる見えにくい損失です。超音波カメラで漏れ箇所を可視化し、修理優先度と削減効果を明確にします。
圧縮エア漏れ診断とは、配管・継手・カプラ・バルブなどから発生するエア漏れを超音波で検知し、漏れ位置・推定損失・修理優先度を見える化する省エネ診断です。
[CVボタン]
超音波カメラ・エア漏れ検知器を見る
https://ureruzo.com/gas/leak.htm
圧縮エア漏れは工場の電力コストを増加させる
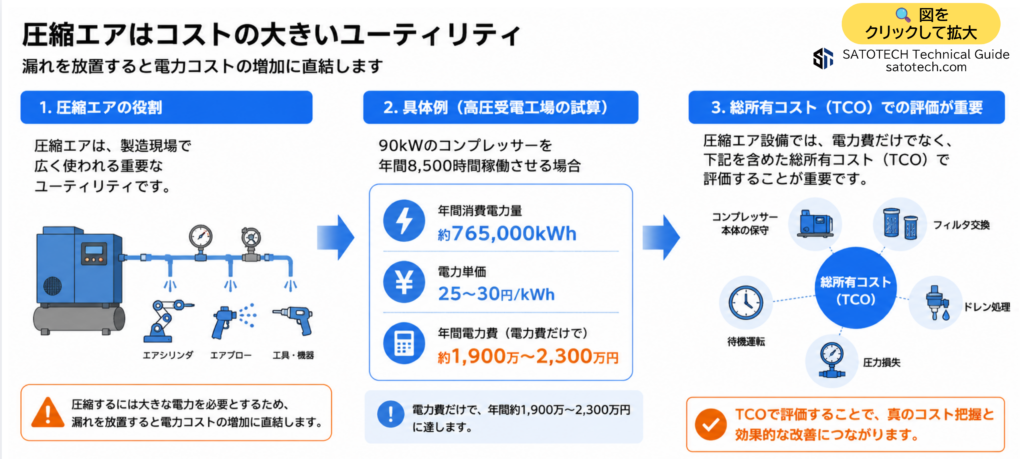
圧縮エアは、製造現場で広く使われる重要なユーティリティです。一方で、空気を圧縮するには大きな電力を必要とするため、漏れを放置すると電力コストの増加に直結します。
例えば、90kWのコンプレッサーを年間8,500時間稼働させる高圧受電工場では、年間消費電力量は約765,000kWhです。電力単価を25~30円/kWhで試算すると、電力費だけで年間約1,900万~2,300万円に達します。
圧縮エア設備では、電力費だけでなく、コンプレッサー本体の保守、フィルタ交換、ドレン処理、圧力損失、待機運転を含めた総所有コスト(TCO)で評価することが重要です。
[SWELLボックス:ポイント]
圧縮エア漏れ対策は「省エネ」「保全」「設備投資抑制」の3つに効果があります。
エア漏れ診断で得られる費用対効果
圧縮エア漏れ診断の目的は、単に漏れを見つけることではありません。漏れ箇所を数値化・可視化し、修理の優先順位を決めることです。
[SWELL比較表]
| 項目 | 得られる効果 |
|---|---|
| 電力コスト削減 | 不要な圧縮エア消費を抑制 |
| 修理優先度の明確化 | 損失額が大きい箇所から対応 |
| コンプレッサー増設の抑制 | 漏れ修理で既存設備の余力を回復 |
| 保全記録の整備 | 写真付きレポートで社内説明が容易 |
| ISO50001との親和性 | 継続的改善活動の記録に活用可能 |
特に、エアホース、継手、カプラ、バルブ周辺の漏れは、修理時間が短く費用対効果が高い箇所です。高所配管やライン停止が必要な箇所は、定期修繕時にまとめて対応することで、現場負担を抑えながら改善できます。
超音波カメラで漏れ箇所を可視化する
エア漏れは、人の耳では聞き取りにくい高周波音を発生します。超音波カメラはこの音を検知し、カメラ画像上に漏れ箇所を表示します。
HIKMICRO AI56は、64個のMEMSマイクを搭載した音響イメージングカメラです。圧縮空気漏れの位置をリアルタイムで可視化し、騒音のある工場内でも漏れ箇所の特定を支援します。
[SWELLボックス:AI56で確認できる内容]
・漏れ箇所の位置
・推定漏れ量
・推定損失金額
・漏れレベル
・点検画像
・レポート作成用データ
これにより、現場担当者だけでなく、設備管理部門や経営層にも説明しやすい資料を作成できます。
[CVボタン]
HIKMICRO AI56の詳細を見る
https://ureruzo.com/gas/leakai56.html
エア漏れ管理の標準手順
エア漏れ対策は、一度の点検で終わらせず、定期的な管理プロセスとして運用することが重要です。
手順1:漏れが発生しやすい箇所を確認する
コンプレッサー室、メイン配管、分岐配管、装置周辺、エアブロー工程、カプラ、継手、バルブを確認します。
休日・夜間・昼休みなど、生産設備の稼働が少ない時間帯にコンプレッサーが頻繁に起動している場合、エア漏れが発生している可能性があります。
手順2:超音波カメラで漏れを検知する
超音波カメラを使い、目視では分からない漏れを可視化します。高所配管、安全柵内、騒音環境でも、離れた位置から確認できる場合があります。
手順3:写真付きで記録する
漏れ箇所、推定漏れ量、推定損失金額、修理優先度を記録します。写真付きで残すことで、修理依頼、社内稟議、改善報告に使いやすくなります。
手順4:修理後に再確認する
修理後は再度測定し、漏れが解消されたかを確認します。修理前後の比較により、省エネ効果を説明しやすくなります。
手順5:半年~1年ごとに定期点検する
設備の経年劣化、振動、配管のゆるみにより、新たな漏れは発生します。6~12ヶ月ごとの定期点検を標準作業として組み込むことで、継続的なエネルギー削減につながります。
圧縮空気以外の工業用ガスにも活用可能
超音波カメラは、圧縮空気だけでなく、漏れにより超音波が発生する各種ガス設備にも活用できる場合があります。
[SWELLリスト]
・窒素
・真空設備
・圧縮ガス配管
・ユーティリティ配管
・高圧設備の部分放電確認
特に窒素などの工業用ガスは、ガスそのもののコストが高いため、小さな漏れでも損失が大きくなることがあります。対象ガス、圧力、周囲騒音、距離、配管条件により検知可否は変わるため、現場条件に合わせた機種選定が必要です。
[注意ボックス]
可燃性ガス、有毒ガス、高圧ガス設備では、関係法令、社内安全基準、保安管理体制に従って点検してください。超音波カメラは安全確認や法定検査を代替するものではありません。
こんな現場におすすめです
[SWELLチェックリスト]
・コンプレッサーの電気代が高い
・休日や夜間もコンプレッサーが動いている
・エア圧不足で設備増設を検討している
・配管・継手・カプラが多い
・エアブロー工程が多い
・高所配管や安全柵内の点検が難しい
・省エネ診断やISO50001対応の記録を残したい
・修理優先順位を数値で決めたい
サトテックが提案するエア漏れ診断ソリューション
サトテックでは、圧縮エアおよび工業用ガス設備向けに、超音波カメラ・エア漏れ検知器をご提案しています。
HIKMICRO AI56のような超音波カメラを活用することで、漏れ箇所の発見、損失金額の把握、写真付き記録、修理後確認までを効率化できます。
[SWELLボックス:導入メリット]
・短時間で広範囲を点検
・漏れ箇所を画像で共有
・修理優先度を判断しやすい
・省エネ改善の根拠資料を作成しやすい
・コンプレッサー増設前の現状確認に有効
[CVボタン]
圧縮エア漏れ検知器の製品一覧を見る
https://ureruzo.com/gas/leak.htm
FAQ:圧縮エア漏れ診断のよくある質問
Q1. 圧縮エア漏れはなぜ電気代に影響しますか?
A. 漏れた空気を補うためにコンプレッサーが余分に運転するためです。漏れを放置すると、不要な圧縮空気を作り続けることになり、電力コストが増加します。
Q2. 騒音の大きい工場でも検知できますか?
A. 超音波カメラは、人の耳では聞き取りにくい高周波音を検知します。モーターや送風機などの騒音がある環境でも、条件が合えば漏れ箇所の特定に役立ちます。
Q3. AI56は圧縮空気以外にも使えますか?
A. 窒素、真空設備、各種圧縮ガスなど、漏れにより超音波が発生する設備で活用できる場合があります。ただし、対象ガス、圧力、距離、周囲騒音、安全条件により検知可否は変わります。
Q4. エア漏れ診断はどれくらいの頻度で行うべきですか?
A. 6~12ヶ月ごとの定期点検がおすすめです。配管や継手は振動や経年劣化で新たな漏れが発生するため、継続的な確認が重要です。
Q5. コンプレッサー増設前に診断した方がよいですか?
A. はい。エア圧不足の原因が漏れである場合、修理によって必要空気量が下がり、既存設備で対応できる可能性があります。増設前の現状確認として有効です。
Q6. レポートは社内稟議に使えますか?
A. 写真、漏れ位置、推定損失金額などを記録できるため、修理計画や省エネ改善の説明資料として活用できます。ただし、正式な保証値や法定書類として使う場合は、用途に応じた確認が必要です。
免責事項
本ページの内容は、圧縮エア漏れ診断および超音波カメラ選定に関する一般的な技術情報です。検知可否、削減効果、投資回収期間は、設備条件、圧力、漏れ量、周囲騒音、運転時間、電力契約、点検方法により異なります。安全管理、法令対応、最終的な設備判断は、現場条件、メーカー資料、関係法令、社内基準に基づいてご確認ください。
1. 概要:工業用システムにおける圧縮エア管理の戦略的意義
現代の製造業において、圧縮エア(Compressed Air)の管理は単なる工場のメンテナンス項目ではありません。
それは企業の収益性と持続可能性を直結させる経営戦略上の最重要課題の一つです。
圧縮エアの生成には莫大なエネルギーを要し、適切に管理されない漏洩は利益を静かに、しかし確実に侵食します。
コスト構造の全容:真の総所有コスト(TCO)を把握する
圧縮エアは、工場・プラント・大型ビル設備で使用されるエネルギーの中でも、特にコストが高くなりやすい動力源の一つです。
具体例として、90kWのコンプレッサーを年間8,500時間稼働させる高圧受電の工場を想定すると、年間消費電力量は約765,000kWhに達します。
電力単価を25~30円/kWhで試算した場合、電力コストだけで年間約1,900万~2,300万円となります。
しかし、設備管理・省エネ診断の視点で見れば、これは氷山の一角に過ぎません。
コンプレッサー本体の初期投資、保守点検、フィルタ交換、ドレン処理、配管漏れによる損失、圧力損失、待機運転を含めた総所有コスト(TCO)は、電力費を大きく上回る可能性があります。
そのため、圧縮エア設備では、消費電力だけでなく、エア漏れ・圧力設定・運転時間・負荷率を含めた総合的な診断が重要です。