膜厚計とは、塗装・メッキ・アルマイト・樹脂コーティングなどの被膜厚さを非破壊で測定する検査機器です。品質管理、防錆管理、工程管理、受入検査に広く利用されています。
塗装やメッキの「厚み」は、製品を腐食から守る鎧(よろい)です。薄すぎれば錆び、厚すぎればコストの無駄。
3秒診断:測定対象は?
□ 鉄上の塗装
□ アルミ上のアルマイト
□ 樹脂上の塗装
□ 材質不明
↓
推奨方式はこちら
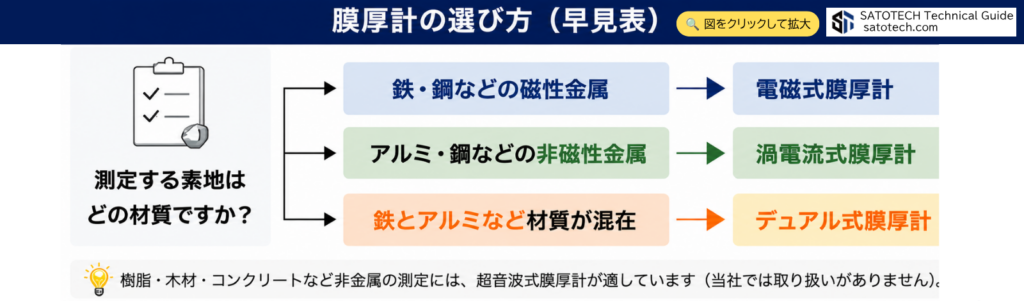
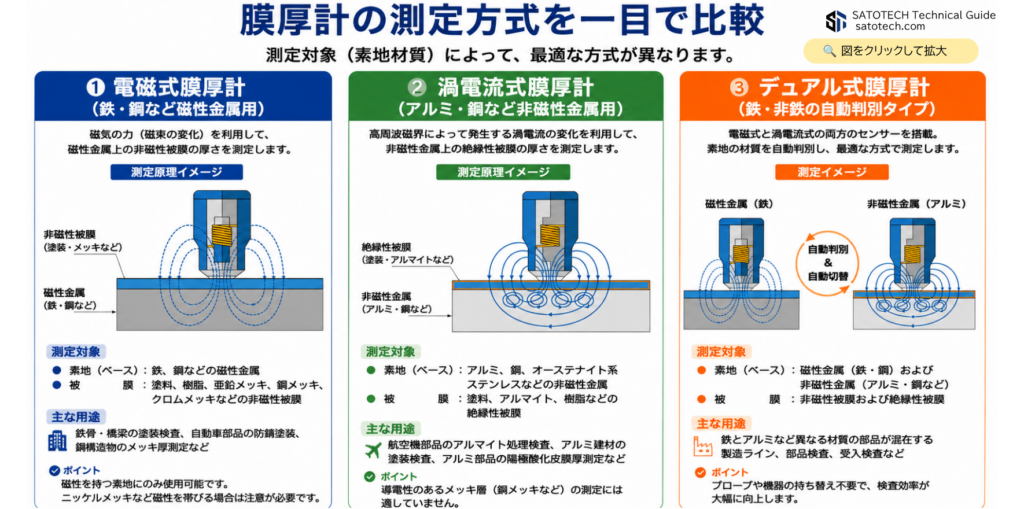
膜厚計の代表的な3つの種類(測定方式の比較)
技術者が実務で直面する測定対象に合わせ、最適な4つの方式を定義しました。
| 方式 | 鉄 | アルミ | 塗装 | メッキ | アルマイト | 価格帯 |
|---|---|---|---|---|---|---|
| 電磁式 | ○ | × | ○ | ○ | × | 低〜中 |
| 渦電流式 | × | ○ | ○ | × | ○ | 中 |
| デュアル式 | ○ | ○ | ○ | ○ | ○ | 中〜高 |
| 方式 | 素地 | 被膜 | 代表用途 |
|---|---|---|---|
| 電磁式膜厚計 | 鉄 | 塗装・メッキ | 鉄骨 |
| 渦電流式膜厚計 | アルミ | アルマイト | 航空 |
| デュアル式膜厚計 | 鉄+アルミ | 塗装 | 製造業 |
デュアル式膜厚計:現場の多様なニーズに応える両用型
電磁式と渦電流式の両方のセンサーを搭載し、素地の材質(鉄・非鉄)を自動判別して測定する方式。
多様な部品が混在する現場に最適です。
サトテックでは、ISO2178やISO2360、ISO2808準拠の膜厚計を多く扱っております。
- 対象素地: 磁性金属および非磁性金属
- 対象被膜: 非磁性被膜および絶縁性被膜
- 実務でのポイント
鉄とアルミの部品が混在する製造ラインで、プローブや機器を持ち替える手間を省き、検査効率を劇的に向上させます。
\ 鉄・アルミ両用のデュアル式膜厚計の一覧を見る /
\ 選定相談・納期・校正の相談もこちら /
電磁式膜厚計:鉄などの磁性金属上の皮膜を測定
鉄や鋼など磁性を持つ素地上の、非磁性被膜(塗装、亜鉛メッキ等)の厚さを磁気引力や磁束の変化から高精度測定に利用される方式です。
- 対象素地: 鉄、鋼(磁性金属)
- 対象被膜: 塗料、樹脂、亜鉛、銅、クロム(非磁性)
- 実務でのポイント
自動車部品や鋼構造物の防錆塗装検査で最も一般的に使用されます。
注意:ニッケルメッキは磁性を持つ場合があるため注意が必要です。
\ お急ぎの方・製品一覧をすぐに見たい方はこちら /
渦電流式膜厚計:アルミなどの非磁性金属向け
アルミや銅など非磁性金属上の、絶縁性被膜(アルマイトや塗装)の厚さを高周波磁界による渦電流の変化を利用して測定します。
- 対象素地: アルミ、銅、オーステナイト系ステンレス(非磁性金属)
- 対象被膜: 塗料、アルマイト、樹脂(絶縁性)
- 実務でのポイント
航空機部品やアルミ建材のアルマイト処理検査に利用されることがあります。
注意:導電性のあるメッキ層の測定には適していません。
\ お急ぎの方・製品一覧をすぐに見たい方はこちら /
実務事例
自動車業界での活用事例
サトテックへのお問い合わせの一例です。
特に防錆塗装や電着塗装では、塗膜が薄すぎると耐久性への影響が懸念され、厚すぎると材料コストや工程管理上の課題につながる場合があります。
自動車部品メーカー様から、「塗装後の膜厚を確認したい」というお問い合わせをいただくことがあります。
特に防錆塗装や電着塗装では、塗膜が薄すぎると耐久性への影響が懸念され、厚すぎると材料コストや工程管理上の課題につながる場合があります。
そのため、膜厚計を用いて塗装後の膜厚を確認し、工程管理や品質管理の参考データとして活用されるケースがあります。
橋梁・インフラ分野での活用事例
サトテックへのお問い合わせの一例です。
橋梁や鋼構造物の維持管理業務において、「既存塗膜の状態を確認したい」というお問い合わせをいただくことがあります。
橋梁の防食塗装は長期間にわたり外部環境へ曝されるため、補修計画や維持管理の参考情報として塗膜厚さを確認することがあります。
膜厚計は、塗装更新工事や定期点検時の管理業務で利用されることがあります。
鉄骨・建築鋼構造物での活用事例
サトテックへのお問い合わせの一例です。
鉄骨製作会社様や施工会社様から、「施工後の塗装状態を確認したい」というご相談をいただくことがあります。
工場塗装や現場塗装では、施工仕様書や管理基準に基づき塗膜厚さを確認する場合があります。
膜厚計は施工管理記録の取得や品質管理業務の一環として利用されることがあります。
めっき工場での活用事例
サトテックへのお問い合わせの一例です。
めっき加工会社様から、「めっき厚さの管理を効率化したい」というお問い合わせをいただくことがあります。
亜鉛めっきやクロムめっきなどの表面処理工程では、工程条件の確認や製品ごとの厚さ傾向を把握するため、膜厚計による測定が行われる場合があります。
膜厚計は品質管理や工程改善の参考データ取得を目的として利用されることがあります。
専門家が見る「見落としがちな重要な視点」
現場の技術者が陥りやすいミスを防ぐための重要事項です。
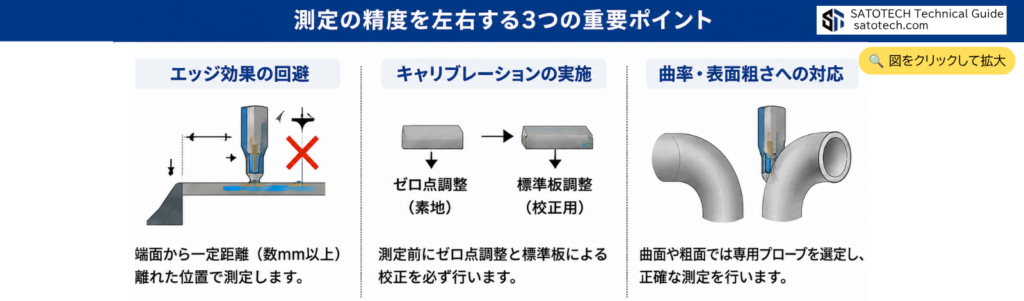
エッジ効果(端面効果)の回避
製品の端(エッジ)付近で測定すると、磁界や渦電流が乱れ正確な値が出ません。
端から一定距離(通常数mm以上)離れた位置での測定がJIS等の規格で推奨されています。
キャリブレーション(ゼロ点・標準板調整)の必須性
測定器は環境(温度・湿度)やプローブの摩耗により必ず誤差が生じます。
作業開始前には、必ず未塗装の素地を用いた「ゼロ点調整」と、既知の厚さを持つ「標準板」による校正を実務ルール化してください。
測定面の「曲率」と「表面粗さ」への対応
カタログスペックの精度は「平滑な平面」での数値です。
パイプの内外面(曲率)やブラスト処理後の粗面を測る場合、専用のプローブ(V溝付き等)を選定しないと致命的な測定不良を引き起こします。
膜厚測定の測定原理
よくある質問(FAQ)
- 電磁式と渦電流式を間違えて使用するとどうなりますか?
-
正確な数値が全く出ないか、エラー表示となります。
例えば、アルミ(非磁性)の塗装を電磁式で測ろうとしても磁力が働かないため測定不能です。
材質が不明な現場ではデュアル式(自動判別)の導入を強く推奨します。 - 測定データはそのまま品質保証書のデータとして使えますか?
-
測定器自体のトレーサビリティ(国家標準に繋がる校正証明書)が確保されていることが前提です。公的な検査や取引先への提出データとする場合、定期的なメーカー校正(通常1年周期)を受けた機器を使用してください。
- 膜厚計の校正周期はどれくらいですか?
-
校正周期は使用頻度や社内品質基準によって異なりますが、多くの現場では定期的な校正管理が行われています。
公的な検査や取引先へ提出する測定データに使用する場合は、社内規定や品質マニュアルに基づいて校正計画を策定することが推奨されます。
また、日常点検としてゼロ点調整や標準板による確認を行うことで、測定値の安定性確認に役立ちます。
- ニッケルメッキの厚さは測定できますか?
-
ニッケルは種類によって磁性の有無が異なるため、測定対象の材質構成によって測定可否や適した測定方式が異なります。
測定対象の素地材質やめっき構成が不明な場合は、事前に仕様をご確認いただくか、お問い合わせください。
- 塗装前と塗装後、どちらで測定しますか?
-
一般的には塗装後に膜厚を測定します。
ただし、正確な膜厚管理を行うためには、塗装前の素地確認やゼロ点調整を行ったうえで測定することがあります。
実際の管理方法は、各社の品質基準や施工仕様書に従って運用してください。
- 濡れた表面や高温の製品でも測定できますか?
-
一般的な膜厚計は常温・乾燥状態を前提としています。
高温の焼き付け塗装直後などを測る場合は、耐熱仕様の特殊プローブが必要です。
無理な測定はセンサーの熱破壊を招きます。
本記事で解説する測定基準および選定基準は、一般的な非破壊検査の手法および工業規格(JIS、ISO等)に基づくものですが、実際の測定精度は、対象物の材質、表面状態、温度等の環境要因に大きく依存します。
実務における品質合否判定は、各社固有の品質管理基準・規格手順に則って実施してください。
本情報の利用により生じたいかなる直接的・間接的損害についても、当サイトは一切の責任を負いかねます。
迷ったらお気軽にご相談を
 監修者:山崎順子
監修者:山崎順子迷われた際は、ぜひご相談ください。お客様の課題解決に最適な一台をご提案します。
台数特価・まとめ買い割引にも対応し、学校・官公庁様の公費購入も可能です(業者コード:0000098781、全省庁入札参加資格保有)。
見積書・納品書・請求書(インボイス制度対応)の発行、
校正書類(校正証明書・試験成績書・トレサビリティ体系図)の手配もスムーズに対応いたします。
在庫状況により即納可能な場合もございます。
\ 最短当日出荷・価格一覧を見る /
\ 選定相談・納期・校正の相談もこちら /