「異常の予兆」を確信に変える。ISO基準に基づいた高度な振動分析で、回転機械の寿命を最大化する。
振動診断の目的は、設備の「健康状態」を定量化し、致命的な故障に至る前に最適な修理介入を行うことです。サトテックは、簡易診断から精密診断、さらには常時監視DXまで、現場の保全レベルに合わせた最適なソリューションを提供します。
【簡易診断】ベアリングの摩耗・潤滑不良の早期発見
「速度・加速度・変位」の3軸で、軸受の健康状態を即座に判定。
ISO規格の判定基準に基づき、色分け(緑・黄・赤)で異常を通知。現場作業者が迷わず「要修理」を判断できる環境を構築します。
- メリット: スキルレスで高精度なスクリーニングが可能。
- 推奨技術: エンベロープ処理による軸受損傷の抽出。
\最短当日出荷・振動計の価格一覧を見る /
【精密診断】FFT分析による故障原因の特定
「なぜ揺れているか」を周波数スペクトルで解き明かす。
アンバランス、ミスアライメント、ガタつき。卓越周波数を分析することで、分解点検前に故障部位と原因を特定し、工期を短縮します。
- メリット: 不要な部品交換を排除し、メンテナンスコストを最適化。
- プロの視点: 1x, 2x, 3xの高調波成分による原因切り分け。
\最短当日出荷・振動計の価格一覧を見る /
サトテックの技術スタッフが振動計を実際に使ってみた
この振動計のFFT分析が現場で役立つ理由の動画紹介です。多忙な技術者が15秒で解決策を見つけられる構造
「成果を測る」ことが、ダウンタイムを最小化する
異常を早期に検知し、計画的な部品交換を行う。ドラッカーが説く「効率的なマネジメント」を、振動計測というエビデンスで支えます。
\最短当日出荷・振動計の価格一覧を見る /
振動診断は、回転機器の異常を最も早期に検知できる設備診断技術です。
モーター・ポンプ・ファンなどの異常は「振動」に現れ、周波数解析(FFT)により原因(アンバランス・ミスアライメント・軸受損傷など)を特定できます。
本ページでは、振動診断の原理から測定方法、異常判定、測定器の選び方までを体系的に解説します。
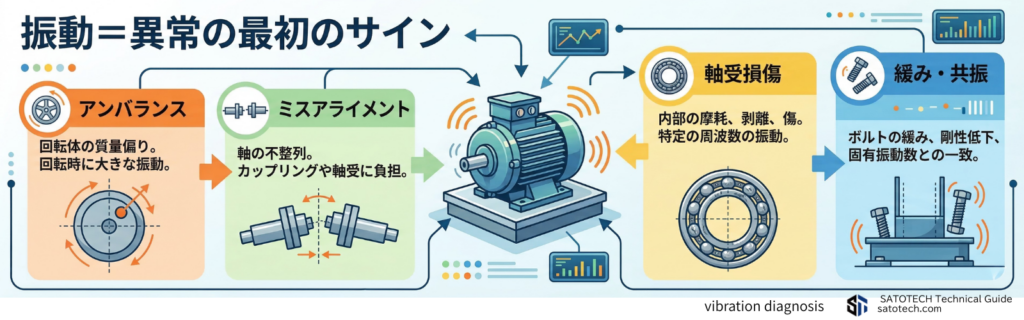
振動診断で分かる異常と適用範囲
振動診断は主に回転機器の状態監視に用いられます。異音や温度上昇よりも早い段階で異常を検知できるため、予防保全(CBM)の中核技術です。
アンバランス、ミスアライメント、軸受け損傷、ゆるみ・共振
振動=異常の最初のサイン
\ 振動診断の手順と判定基準 /
振動の原因と周波数の関係(FFT解析)
振動診断では、単なる振動値(mm/sやg)だけでなく、周波数成分の分析が不可欠です。
FFT解析(高速フーリエ変換)により、振動信号を周波数ごとに分解することで、アンバランス、ミスアライメント、軸受損傷などの異常原因を定量的に識別できます。
とくに回転機械では「回転数(RPM)」を基準とした周波数の関係が重要になります。
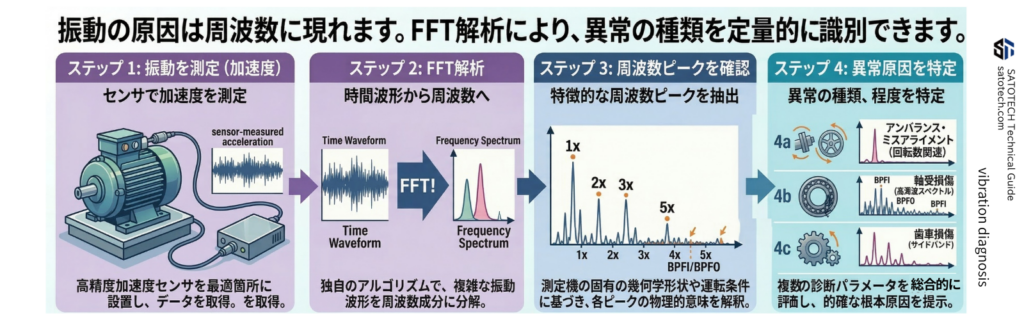
設備の軸受部やケーシングにセンサーを設置し、振動波形を取得します。
取得した振動データをFFTで解析し、どの周波数にどれだけのエネルギーがあるかを可視化します。
スペクトル上に現れるピーク(突出部分)を確認し、回転数との関係を読み取ります。
ピークの位置と分布から、異常の種類(アンバランス、芯ずれ、軸受損傷など)を判断します。
周波数と異常の基本対応
1X(回転同期) アンバランス(質量偏り) 2X・3X(倍周波) ミスアライメント(芯ずれ) 高周波成分(数kHz帯) 軸受損傷(ピット・剥離) 広帯域・ランダム成分 緩み・ガタ・摩耗
代表的な異常パターン(現場事例)
振動診断では、異常ごとに特徴的なパターンが存在します。これを理解することで、原因特定の精度が大きく向上します。
| 異常 | 特徴 | 周波数傾向 |
|---|---|---|
| アンバランス | 回転同期振動 | 1X |
| ミスアライメント | 倍周波成分 | 2X,3X |
| 軸受損傷 | 高周波 | 広帯域 |
1Xだけ見て判断しないこと
振動診断の精度は「どこで・どの方向で測るか」で決まる
正確な振動診断には、センサーの種類、設置位置、測定方向、固定方法、測定条件の統一が不可欠です。
同じ設備でも、設置場所や固定方法が変わると測定値は大きく変動します。
ここでは、再現性の高いデータを取得するための基本手順と実務上のポイントを整理します。
振動センサー設置位置と測定方向(モーター・ポンプ系設備)
― 軸受部4点測定と3方向(X・Y・Z)による診断の基本 ―
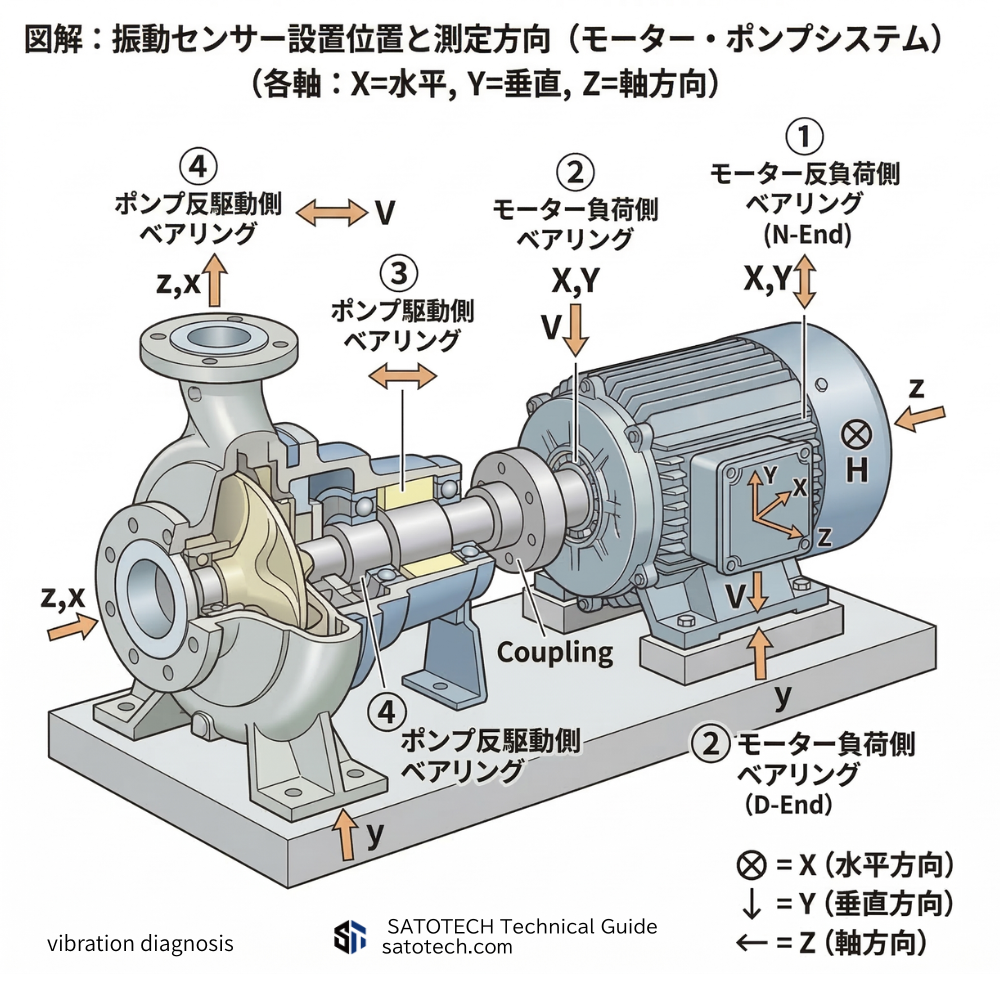
⚠️ 振動診断では、軸受部(ベアリング)を基準に複数点・多方向で測定することが基本です。
特にモーターとポンプなどの回転機械では、駆動側(DE)と反対側(NDE)の両方で測定し、X・Y・Zの3方向を組み合わせることで、異常原因の特定精度が大きく向上します。図の読み方(超重要)
■ 測定ポイント(4点)
① モーター反負荷側ベアリング(NDE)
② モーター負荷側ベアリング(DE)
③ ポンプ駆動側ベアリング
④ ポンプ反駆動側ベアリング👉 原則:最低でも2点(モーター両端)、理想は4点
■ 測定方向(3方向)
- X(水平):アンバランス検出に有効
- Y(垂直):共振・基礎影響を把握
- Z(軸方向):ミスアライメント検出
👉 3方向測定で原因の切り分けが可能
| 測定対象 | 推奨位置 | 主な検出異常 |
|---|---|---|
| モーターNDE | 軸受外側 | 軸受損傷・アンバランス |
| モーターDE | カップリング側 | ミスアライメント |
| ポンプ側 | 軸受部 | キャビテーション・摩耗 |
| カップリング近傍 | 接続部 | 芯ずれ・緩み |
| 加速度センサーが基本 | 広帯域で高周波(軸受損傷)まで検出可能 |
| 測定方向(X・Y・Z) | 方向が変わると比較できない |
| 固定方法(マグネット・ネジ) | マグネット・ネジ・手持ちで値が変わる |
| 同一条件で定期測定(トレンド管理) | 絶対値より変化量が重要 |
■ 実務での優先順位
- 初期診断 → モーター両端(2点)
- 詳細診断 → モーター+負荷側(4点)
- 精密診断 → 3方向(X・Y・Z)
👉 段階的に精度を上げる
■ よくある間違い
- モーター1箇所だけ測定
- 手持ちで測る(再現性なし)
- 測定方向を意識しない
- 毎回違う位置で測定
👉 これでは診断にならない
振動計の選び方(用途別)
振動計は用途に応じて選定が必要です。簡易診断からFFT解析まで機能差があります。
| 種類 | 用途 | 特徴 |
|---|---|---|
| 簡易振動計 | 日常点検 | 低コスト |
| FFT振動計 | 原因解析 | 高精度 |
振動診断の導入メリット(コスト削減)
振動診断の導入により、突発故障の削減、保全コストの最適化が可能になります。
- 突発停止の防止
- 保全の計画化
- コスト削減
振動診断=予防保全の起点
振動診断でよくある質問と回答(FAQ)
Q1 振動診断はどの設備に適していますか?
A1 回転機器(モーター・ポンプ・ファン)が主対象です。
モーター、ポンプ、ファン、ブロワ、減速機などの回転機械に適しています。
詳しくは モーターの振動診断 や ポンプ異常の見分け方 をご覧ください。
Q2 振動診断とサーモグラフィはどちらを優先すべきですか?
A2 機械的な異常の初期兆候を見るなら振動診断が有効です。発熱状態の把握には 温度診断ハブ も併用すると判断しやすくなります。
Q3 FFT解析は必須ですか?
A3 傾向監視だけなら簡易振動計でも運用できますが、原因特定まで行うなら FFT解析の基本と周波数の読み方 を押さえることが重要です。
Q4 初めて導入する場合はどの振動計を選ぶべきですか?
A4 日常点検が目的か、故障原因の解析まで必要かで選定が変わります。詳しくは 振動計の選定ポイント をご確認ください。
動画:「振動計測」入門ガイド|振動計測ガイド基礎知識
迷ったら、お気軽にご相談を
 監修者:山崎順子
監修者:山崎順子迷われた際は、お気軽にご相談ください。お客様の課題解決に最適な一台をご提案します。
台数特価・まとめ買い割引にも対応し、学校・官公庁様の公費購入も可能です(業者コード:0000098781、全省庁入札参加資格保有)。
見積書・納品書・請求書(インボイス制度対応)の発行、
校正書類(校正証明書・試験成績書・トレサビリティ体系図)の手配もスムーズに対応いたします。
在庫状況により即納可能な場合もございます。
\最短当日出荷・振動計の価格一覧を見る /
\ 納期・校正の相談もこちら /