工業用内視鏡は、設備内部の摩耗、腐食、き裂、堆積物、異物混入などを非破壊で直接確認できる診断手段です。
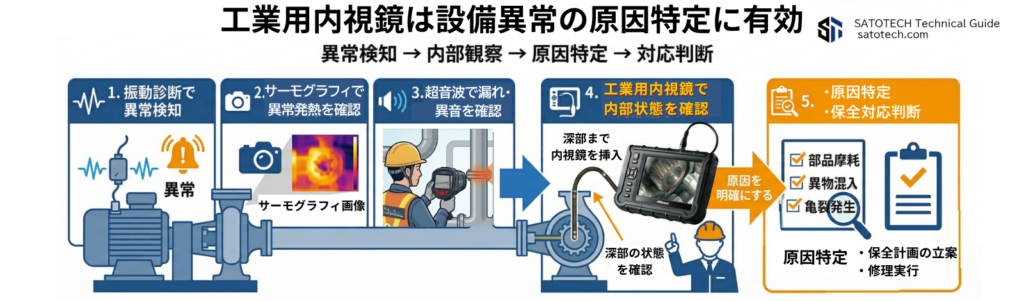
とくに、振動診断・赤外線サーモグラフィ・超音波診断で異常兆候を捉えた後に、原因を可視化して確定する工程で有効です。
このページでは、工業用内視鏡を単なる観察機器としてではなく、設備診断の中核ツールとして整理しています。
使い方、判断の考え方、誤診防止、用途別の有効性、選定基準まで、設備保全・検査実務に必要なページへ最短でたどれるよう構成しました。
工業用内視鏡が設備診断で必要とされる理由
設備診断では、異常を“検知する手法”と“原因を特定する手法”を分けて考える必要があります。
振動、温度、超音波は異常兆候の把握に優れますが、内部の損傷状態までは直接見えません。そこで工業用内視鏡を使うと、内部状態を直接観察して、判断の確度を高めやすくなります。
要点
- 振動診断:異常傾向は分かるが、内部傷・堆積物・異物は直接見えない
- サーモグラフィ:温度分布は見えるが、内部の摩耗・腐食形状は見えない
- 超音波カメラ診断:漏れ・摩擦・放電などの兆候は拾えるが、形状確認はできない
- 工業用内視鏡:内部を直接観察し、原因の裏取りができる
STEP 01
異常兆候を検知
STEP 02
内部を観察
STEP 03
損傷・付着・閉塞を確認
STEP 04
原因を特定
STEP 05
補修・交換判断へ進む
工業用内視鏡で確認すべき内部異常と判断ポイント
工業用内視鏡の価値は、単に内部を見ることではありません。
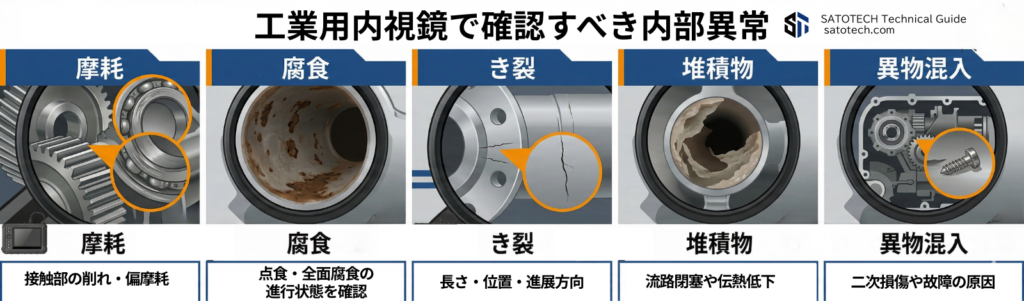
何を異常と判断するかを明確にして初めて、設備診断として機能します。現場では、摩耗、腐食、き裂、付着、閉塞、異物、変形などを、部位と進行度の観点で評価します。
内部異常と判断ポイントの要点
- 摩耗:接触部の表面荒れ、偏摩耗、線状の削れ
- 腐食:点食、全面腐食、酸化皮膜、腐食生成物の付着
- き裂:線状欠陥、端部からの進展、熱影響部付近の異常
- 堆積物・スケール:熱交換器、配管、燃焼室での性能低下要因
- 異物混入:ポンプ、配管、油圧系、ギアボックスで要注意
- 変形:羽根・フィン・内部部品の曲がり、欠損、座屈
| 異常種別 | 異常種別 | 異常種別 | |
|---|---|---|---|
| 摩耗 | 表面荒れ・偏摩耗 | 軸受周辺・ポンプ・金型 | 接触痕の方向と深さ |
| 腐食 | 錆・点食・肌荒れ | 配管・熱交換器・タンク | 範囲と進行性 |
| き裂 | 線状欠陥 | エンジン・金型・溶接部 | 長さ・位置・進展方向 |
| 堆積物 | 白色/黒色付着 | 熱交換器・配管 | 流路阻害の有無 |
| 異物 | 破片・沈積 | 油圧系・配管 | 二次損傷の恐れ |
工業用内視鏡検査で誤診を防ぐための実務ポイント
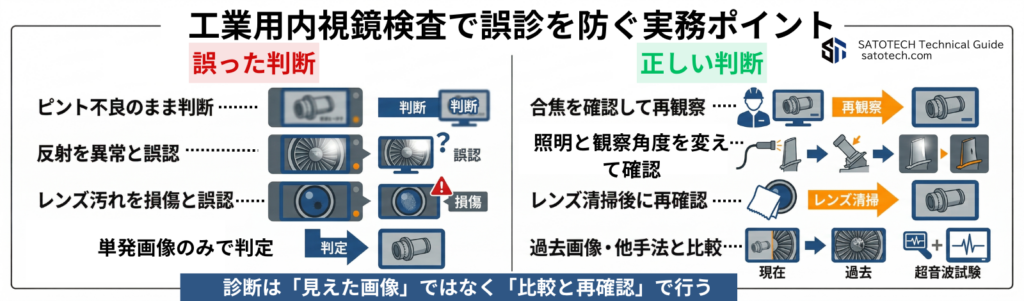
工業用内視鏡は便利ですが、見えた映像をそのまま異常と断定すると誤診につながります。
実務では、ピント、照明、観察角度、レンズ汚れ、液体付着、反射、比較対象の有無を確認したうえで判断する必要があります。
工業用内視鏡検査で誤診を防ぐための要点
- ピント不良:傷に見えても、実際はボケや被写界深度外の可能性
- 照明過多:金属反射で白飛びし、欠陥を見誤る
- 観察角度不足:直視だけでは段差やき裂の実体が分かりにくい
- レンズ汚れ:汚れを損傷と誤認しやすい
- 単発観察のみ:過去画像や正常画像との比較がないと判断精度が落ちる
- 他手法との照合不足:振動や温度の情報がないと重みづけが難しい
誤診しやすい典型例
- 汚れを傷と誤認
- 反射を腐食と誤認
- ボケを割れと誤認
- 単発画像だけで交換判断
用途別にみる工業用内視鏡検査の有効な設備
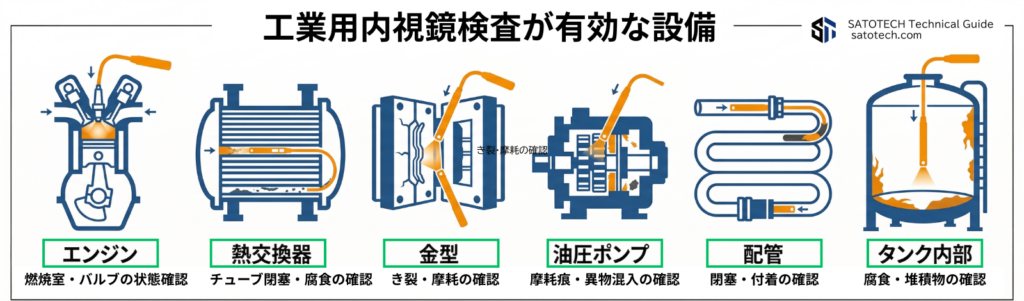
工業用内視鏡は、設備の構造と異常モードによって有効性が大きく変わります。
とくに、直接分解しにくい設備、内部状態が性能や安全性に直結する設備、停止時間を短くしたい設備で有効です。
工業用内視鏡検査の有効な設備の要点
- エンジン検査:燃焼室、バルブ、ピストン頂部、カーボン堆積
- 熱交換器検査:チューブ内部、スケール、腐食、閉塞
- 金型検査:き裂、バリ、摩耗、欠け
- 油圧ポンプ検査:摩耗痕、異物、キャビテーション痕
- 配管検査:閉塞、腐食、付着、漏れ起点周辺
- タンク・容器内部:ライニング損傷、腐食、沈積
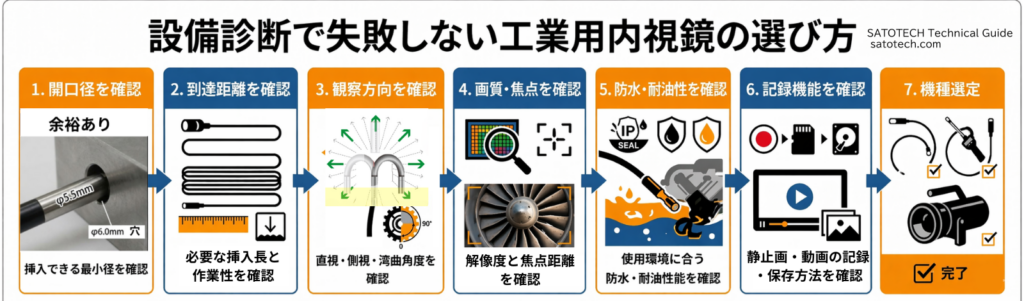
設備診断で失敗しない工業用内視鏡の選び方
機種選定では、価格よりも先に先端径、湾曲性能、ケーブル長、画質、焦点、耐油・防水性、記録性を整理する必要があります。
設備診断では、狭い場所に入るかどうかだけでなく、異常を識別できる画が得られるかが重要です。
設備診断で失敗しないためのポイント
- 先端径:狭隘部優先か、画質・照明優先か
- 先端可動:直視だけで足りるか、側視や広い湾曲が必要か
- ケーブル長:到達距離と操作性の両立
- 画質:フルHD級か、欠陥識別に足りるか
- 焦点距離:近接観察が多いか、少し離れて観るか
- 防水・耐油:検査対象の環境に合うか
- 記録:報告書作成、比較診断、再現確認に必要か
工業用内視鏡の選び方の選定前の確認項目
- 検査対象の最小開口径
- 必要な可動方向
- 到達深さ
- 観察対象までの距離
- 油・水・粉じん環境
- 保存画像の必要性
- 比較診断の有無
よくある質問と回答FAQ
- 工業用内視鏡は設備診断でどの場面に最も有効ですか?
-
異常を検知した後、内部状態を直接確認して原因を特定したい場面で最も有効です。振動、温度、超音波などで異常兆候が出た設備に対し、分解前に内部損傷や付着、閉塞の有無を確認できます。
- 工業用内視鏡だけで故障判断してよいですか?
-
いいえ。映像だけで断定すると誤診の恐れがあります。過去画像との比較、正常側との比較、振動・温度・超音波など他手法の結果と合わせて判断するのが実務的です。
- 先端径は細いほど良いですか?
-
一概にそうではありません。細径化すると狭い箇所には入りやすくなりますが、照明量や画質、視認性で不利になる場合があります。挿入性と識別性の両立で選ぶべきです。
- 先端可動はどんな現場で必要ですか?
-
曲がり部、裏面、側面、分岐、奥まった部位など、直視だけでは観察しにくい場所で重要です。熱交換器、配管、複雑形状の機械内部では優先度が高くなります。
- 防水規格はIP67とIP68のどちらを見るべきですか?
-
数字の大小だけでなく、実際の使用環境を見るべきです。水濡れ、油分、洗浄、長時間浸漬の有無、対象液体の種類まで含めて確認してください。