ISO 10816(ISO10816)は、回転機械の非回転部で測定した振動の大きさを基準に、設備状態を評価するための代表的な国際規格です。
実務では、ベアリングハウジング近傍で取得したoverall振動速度(mm/s RMS)を用いて、A〜Dゾーンで異常レベルを判断します。
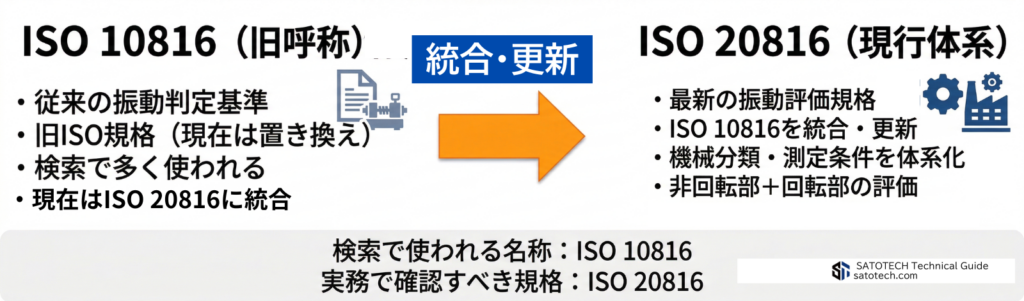
ただし現在は、規格体系としてISO 20816シリーズへの移行が進んでおり、旧ISO 10816だけで理解すると実務で誤解が生じることがあります。ISO 20816-1は旧ISO 10816-1等を統合し、ISO 20816-3:2022は15kW超・120~30,000r/minの産業機械を対象とする現行の代表規格です。

本記事では、設備診断の実務者向けに、ISO 10816の基本、判定表の見方、機械区分、支持条件、測定位置、誤判定を防ぐ運用ポイント、ISO 20816との違いまで、現場で使える形で整理して解説します。
- 判定対象:回転機械の振動状態
- 主指標:overall振動速度 mm/s RMS
- 主用途:受入・定期監視・異常レベル判定
- 注意:故障原因の特定規格ではない
ISO10816とは何の基準か?
ISO 10816は、回転機械の「振動の大きさ」を評価するための規格です。
ここで評価するのは、主にベアリングハウジングなど非回転部で測定した振動であり、実務ではoverall振動速度 mm/s RMSが代表的な管理値になります。現行のISO 20816-1は、機械の振動を回転部・非回転部の両方を含む形で一般指針化しており、旧ISO 10816-1を統合・置換しています。
おさえるべきポイント
- ISO 10816は異常レベルを判定する基準
- ISO 10816は故障原因を特定する規格ではない
- 現在の規格体系ではISO 20816の確認が必要
- 実務では数値の絶対値だけでなくトレンドも見る
{kind=link}
ISO 10816とISO 20816の違い
2026年時点で、ISO 10816を解説するページではISO 20816との関係説明が必須です。
ISO 20816-1:2016は、旧ISO 10816-1とISO 7919-1を統合・改訂した一般指針であり、ISO 20816-3:2022は、各種産業機械に対する現行の代表規格です。
実務上の理解
- ISO 10816:旧規格名として今も広く検索される
- ISO 20816:現行体系として確認すべき規格
- 検索需要はISO 10816が強い
- 実務確認はISO 20816で行うのが正確
ISO 10816
- 旧呼称
- 現場で今も通称的に使われる
ISO 20816
- 現行体系
- 対象機械ごとにPartを確認する必要あり
- 実務・社内基準・最新確認はこちらを優先
補足
ISO 20816-3は、15kWを超え、120~30,000r/minで運転する産業機械を対象とし、現場設置状態での評価を扱います
判定に使う測定量とは?【最重要】
ISO 10816で実務上もっともよく使われるのは、overall振動速度 mm/s RMSです。
ここでいう振動速度は、加速度や変位とは異なる物理量であり、単位の混同は誤判定の原因になります。ISO 20816-3に関する解説でも、一般的な対象機械では非回転部の振動速度実効値が主要な評価値として扱われます。
実務上の明記文:
- g(加速度)とは別物
- m/s²とも別物
- Galとも別物
- ISO 10816の代表管理値はmm/s RMS
単位混同注意
mm/s RMS と g RMS は同じではありません。
速度・加速度・変位を混同すると、判定そのものが成立しません。
覚えておくべき整理
変位:μm
速度:mm/s
加速度:m/s²、g、Gal
NG
g値でISO判定
OK
mm/s RMSで判定
どの機械に適用する基準か?【適用範囲と対象外】
ISO 10816系の考え方は広く知られていますが、すべての回転機械を同じ表で見てよいわけではありません。
ISO 20816-3:2022は、15kW超・120~30,000r/minの各種産業機械を対象にしています。
主な対象
- モーター
- ポンプ
- ファン
- ブロワ
- コンプレッサ
- 各種の連成機械
注意すべき点
大型蒸気タービン、大型発電機、大型ガスタービンなどは、対象Partが異なることがあります。
したがって、「この機械はPart3でよいか」を最初に確認する必要があります。
チェックリスト
- 機械名
- 出力
- 回転数
- 支持方式
- 現場設置状態
Group1・Group2と支持条件【剛支持・柔支持】
判定表を正しく使うには、機械区分と支持条件を外せません。
現場で最も多い誤りの一つが、Groupの取り違えと剛支持・柔支持の誤認です。
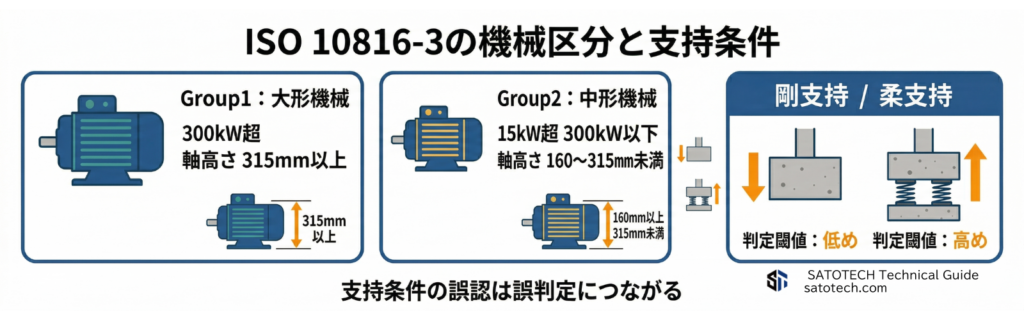
Group1(大型機械)
- 約300kW以上
- 軸高さ315mm以上
Group2(中型機械)
- 15kW〜300kW
- 軸高さ160〜315mm
支持条件の基本
- 剛支持:重く剛性の高い基礎にしっかり据付
- 柔支持:ばね性やたわみの影響を受けやすい支持
- 支持条件を誤ると、判定ゾーンが変わるため誤判定の原因になります。AECOMは、柔支持は剛支持より高めの振動を許容し得ると説明している企業もあります。
補足
受入・点検・比較の際には、ISO 20816-1でも機械支持構造や受入試験条件が評価に影響する要素として扱われています。
ISO 10816の判定ゾーンA〜Dの意味
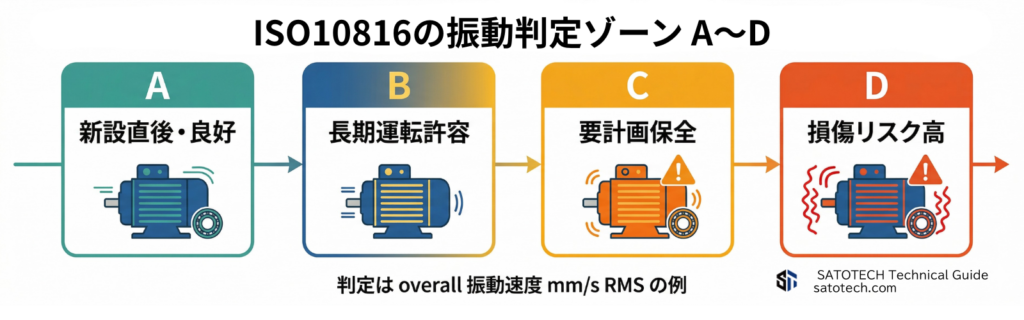
ISO 10816では、振動レベルを4段階のゾーンで評価します。
ISO 20816-1でも、評価は一般に許容性や運転継続可否の判断に使われる考え方です。
各ゾーンの意味
- A:良好(新設直後や状態良好の目安)
- B:許容(通常運転で許容される範囲)
- C:要注意(長期連続運転では注意が必要)
- D:危険(損傷リスクが高く、対策優先)
ISO 10816 判定表(mm/s RMS)の見方
現場でよく参照されるのは、ISO 10816-3系のoverall振動速度実効値による判定表です。
ただし、この表は単体で絶対評価するための万能表ではありません。
ISO 20816-3の考え方でも、評価は対象機械・支持条件・測定条件・履歴変化とセットで使う必要があります。
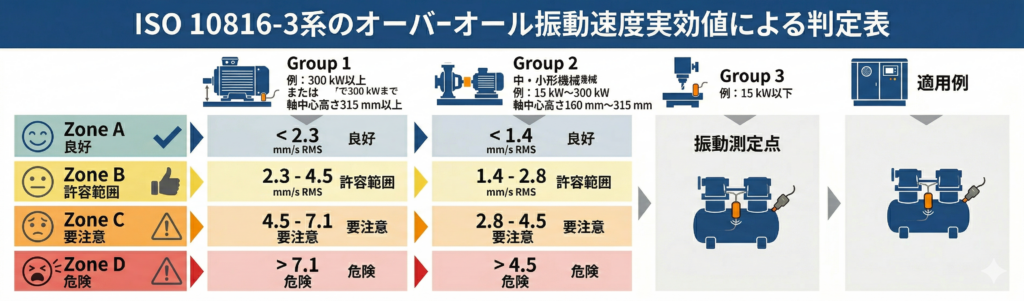
| 区分 | A/B境界 | B/C境界 | C/D境界 | 単位 |
|---|---|---|---|---|
| Group1 剛支持 | 2.3 | 4.5 | 7.1 | mm/s RMS |
| Group1 柔支持 | 3.5 | 7.1 | 11.0 | mm/s RMS |
| Group2 剛支持 | 1.4 | 2.8 | 4.5 | mm/s RMS |
| Group2 柔支持 | 1.8 | 4.5 | 7.1 | mm/s RMS |
実務結論
- 判定表は入口
- まずは異常レベル把握に使う
- その後にトレンド・FFT・原因切り分けへ進む
注意点
- overall値は原因を特定しない
- 支持条件を誤ると判定が変わる
- 低速機では周波数下限条件に注意
- 外来振動の影響は除外する
測定位置・方向・周波数帯の基本
ISO判定で誤差を減らすには、測定位置・方向・周波数帯の統一が不可欠です。
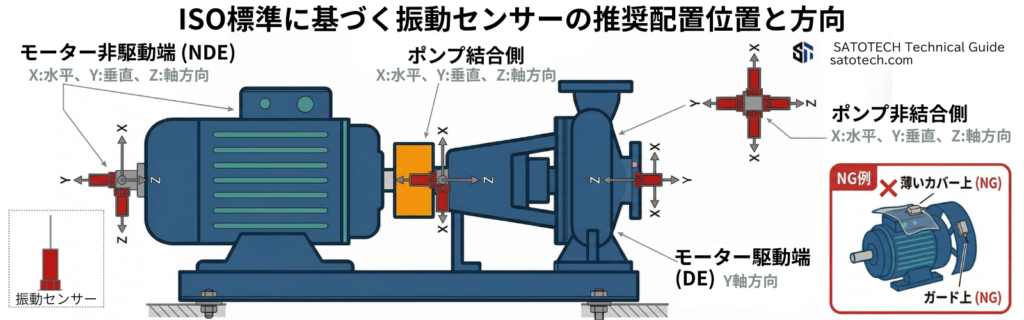
ISO 20816-3に関する実務解説では、非回転部での測定は通常、ベアリングハウジングまたはその近傍で行い、一般的な周波数範囲は10Hz~1,000Hzです。
測定の基本
- ベアリング近傍で測定
- 水平・垂直の2方向を基本
- 必要に応じて軸方向追加
- 毎回同じ位置で測定
注意点
- カバーや薄板部は避ける
- センサ固定方法で値が変わる
- 外来振動の影響を受ける場所は注意
- 低速機では周波数条件の適合確認が必要
実務で外せない点
・測定点は毎回固定
・ 方向をそろえる
・ センサの取り付け方法をそろえる
・ ガード・薄板・共振しやすい部位は避ける
ISO 10816の実務での使い方【最重要】
ISO 10816は、現場では一次判定の基準として使うのが正しい運用です。
ISO 20816-1でも、評価は単なる数値比較ではなく、通常運転条件での大きさ評価と変化量評価の両方が重要です。
正しい流れ
- overall振動速度 RMS を測定
- A〜Dで一次判定
- 前回値との差を確認
- FFTや波形を追加
- 原因特定
- 対策優先度を決定
ISO判定だけでは分からないこと
ISO 10816は便利ですが、それだけで故障原因は分かりません。
ISO 20816-3でも、対象はあくまで機械振動の評価であり、ベアリングやギヤなど個別要素の診断を直接行う規格ではありません。
ISO判定で分かること
- 振動の大きさ
- 運転継続の目安
- 管理基準の境界
ISO判定だけでは分からないこと
- 軸受損傷の種類
- 芯ずれ量
- 共振の厳密原因
- 歯車異常の詳細
- 緩みの確証
- 異常レベル
- 監視対象としての優先度
- 継続運転の可否判断の目安
追加診断が必要なこと
- アンバランス
- ミスアライメント
- 軸受故障
- 共振
- 機械的ゆるみ
実務で入れるべき注意
最後に、現場で誤判定を防ぐためのポイントを整理します。
注意点
- 数値だけで故障モードは断定しない
- 前回比が小さくても基準超過なら要注意
- 基準内でも急増傾向なら追加診断
- g値やGal値と混ぜて話さない
- “測定器の表示形式”を確認する
例:RMS / peak、overall / bandpass、速度 / 加速度
現場で本当に多いミス
・単位違い
・ 支持条件違い
・ 測定位置違い
・ 前回値を見ない単発判定
・FFTを見ずに故障名を決める
よくある質問と回答QA(FAQ)
- ISO 10816とISO 20816の違いは何ですか?
-
ISO 10816は旧規格体系で、現在はISO 20816シリーズへの移行が進んでいます。ISO 20816-1は旧ISO 10816-1等を統合・置換し、ISO 20816-3:2022は15kW超・120~30,000r/minの産業機械を対象とする現行規格です。
- ISO 10816は何の値で判定しますか?
-
実務では、ベアリングハウジングなど非回転部で測定したoverall振動速度 mm/s RMSで判定することが一般的です。
- gで判定できますか?
-
できません。gは加速度であり、ISO 10816系の代表的な判定値であるmm/s RMS(速度)とは別物です。
- ISO 10816だけで故障原因は分かりますか?
-
よくありません。通常はベアリングハウジングまたはその近傍で、毎回同じ位置・同じ方向で測定する必要があります。
- 基準内なら安心ですか?
-
安心とは限りません。基準内でも前回より急増していれば要注意です。ISO 20816-1でも、評価は大きさだけでなく変化にも着目します。