工業用内視鏡検査で最も重要なのは、「見えたものを異常と判定してよいか」を正しく判断することです。
現場では、傷のように見える反射、腐食のように見える汚れ、き裂のように見える加工痕、異物のように見える堆積物があり、画像の印象だけで判定すると誤診につながります。

工業用内視鏡検査の判断基準は、次の5点で決まります。
- 1枚の画像だけで断定しない
- 異常種別ごとの観察ポイントで見る
- 位置・範囲・方向性・進行性を記録する
- 前回記録や周辺正常部と比較する
- 最終判断を「経過観察 / 要対策 / 緊急確認」に落とす
このページでは、設備診断に関わる実務者向けに、
工業用内視鏡で見える代表的な異常所見の判断基準、誤判定を防ぐ観察方法、報告・再点検の基準を整理します。
Google 検索では、読者に役立つ一次性の高い実務情報と、ページ実内容に一致した構造化データ実装が重要です。このページもその前提で設計しています。
工業用内視鏡検査の判断基準とは|まず何をもって異常とするか
工業用内視鏡の判断基準は、「何か見えた」ことではなく、「設備上の異常所見として扱う根拠があるか」です。
そのため、異常判定の前に、正常状態、許容される表面状態、観察対象の目的を明確にしておく必要があります。
工業用内視鏡検査では、次の3段階で判断するのが実務的です。
STEP 01
所見の有無
まず、正常部と異なる所見があるかを確認します。
ここでは断定せず、「異常らしき変化がある」というレベルで留めます。
STEP 02
異常種別の整理
見えているものが、摩耗、腐食、き裂疑い、付着物、異物のどれに近いかを整理します。
この段階で重要なのは、単一の言葉で決めつけないことです。
たとえば「き裂」と断定せず、き裂疑いとして連続性や角度変化を確認します。
STEP 03
保全判断への変換
最終的には、画像所見を保全部門が使える形にする必要があります。
そのため、判定は次のいずれかでまとめます。
- 経過観察:軽微で進行監視が優先
- 要対策:洗浄、補修、交換、分解確認が必要
- 緊急確認:運転継続可否を含めて即時判断が必要
異常判定の基本
- 異常の有無
- 異常種別
- 位置と範囲
- 進行性
- 設備への影響
- 推奨対応
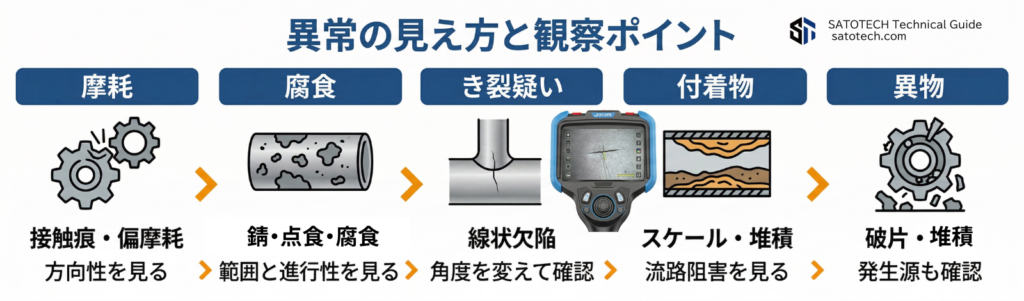
異常所見ごとの判断基準|摩耗・腐食・き裂疑い・付着物・異物
工業用内視鏡検査の判断は、異常ごとに見るポイントが異なることを理解していないと精度が上がりません。
摩耗を腐食と見誤る、付着物を異物と混同する、反射線をき裂と誤認する、といった誤判定は現場でよくあります。
ここでは、代表的な異常所見ごとの判断基準を整理します。
| 異常種別 | 主な見え方 | 判断の要点 | 保全判断の目安 |
|---|---|---|---|
| 摩耗 | 接触痕の方向 偏摩耗の有無 エッジの丸まり 面の荒れ方 | 一方向の擦れ痕が連続しているか 周辺部と比べて局所的に進んでいるか 部品同士の干渉と整合するか | 軽微で進行不明:経過観察 接触進行、機能低下が疑われる:要対策 |
| 腐食 | 錆の分布 点食の有無 面状腐食か局所腐食か 液だまり部との一致 | 範囲が拡大傾向にあるか 母材の荒れが進んでいるか 流体条件や湿潤環境と整合するか | 表面軽微:経過観察 点食や進行性あり:要対策 肉厚低下や漏れリスク疑い:緊急確認 |
| き裂疑い | 線状欠陥の連続性 端部の形状 角度を変えたときの残り方 応力集中部との一致 | 反射や加工痕ではないか 角度を変えても同位置に残るか 部位形状や荷重条件と整合するか | 判別困難:再観察または他手法併用 連続欠陥で進展疑い:緊急確認 |
| 付着物 | スケール、スラッジ、堆積の分布 流路断面の阻害率 熱交換面への付着状況 部分付着か全面付着か | 流れや熱交換に影響するか 前回記録より増加しているか 洗浄や保全計画に反映すべきか | 軽微付着:経過観察 流路阻害あり:要対策 |
| 異物 | 破片、脱落物、沈積物の有無 発生源の推定 二次損傷の有無 詰まりの有無 | 単なる堆積か、異物混入か 上流部からの流入か、部品脱落か 周囲部に打痕や擦れがあるか | 無害な軽微沈積:経過観察 発生源不明、二次損傷あり:要対策または緊急確認 |
誤判定を防ぐ判断のコツ|反射・汚れ・ピント不良を異常と見誤らない
NG 1枚の画像だけで異常と断定する
NG目立つ近接像だけ残す
NG 内視鏡単独で結論を急ぐ
OK 角度・距離・比較で判定する
OK 全体像→位置関係→近接像の順で残す
OK 必要に応じて他診断手法と組み合わせる
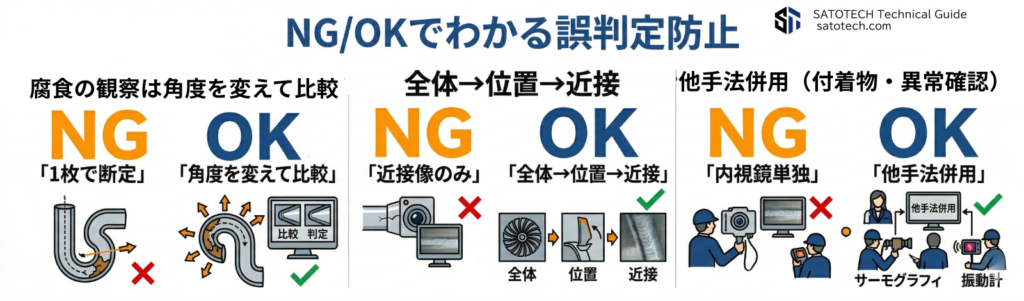
工業用内視鏡検査の判断基準で、最も重要なのは誤判定の除外です。
現場で多いのは、実際の異常ではなく、照明反射、レンズ汚れ、結露、視野角の違い、ピント不良を異常と見てしまうケースです。判定基準は、異常を見つけることと同じくらい、異常でないものを除外する力が重要です。
誤判定の典型例
- 白飛びをき裂と誤認
- 加工痕を線状欠陥と誤認
- 汚れを腐食と誤認
- 堆積物を部品破損と誤認
- レンズの曇りを表面異常と誤認
誤判定を防ぐ実務ルール
- 角度を変えて再観察する
- 距離を変えて広角と近接を両方残す
- 正常部と比較する
- 前回画像と比較する
- 静止画だけでなく動画でも確認する
- 必要なら他手法で裏を取る
判断で特に重要なこと
工業用内視鏡は、直接見えることが強みですが、
見えたことと、設備異常として確定できることは同義ではありません。
この一線を守ることが、判断基準の中核です。
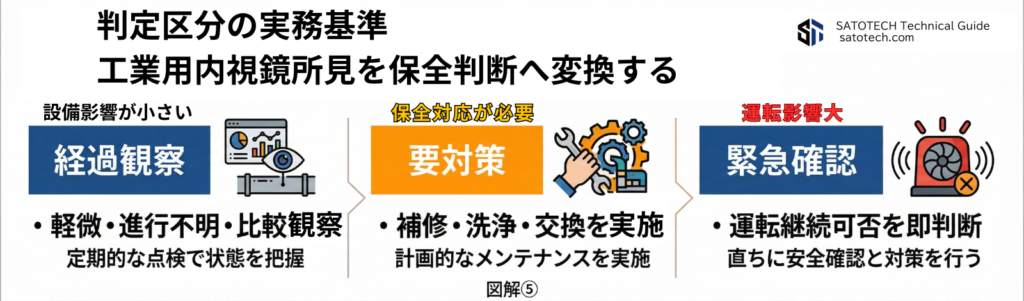
判定結果をどう区分するか|経過観察・要対策・緊急確認の実務基準
工業用内視鏡検査は、画像所見をそのまま並べるだけでは実務に使えません。
保全判断に使うには、どのレベルの対応が必要かを明確に区分する必要があります。
この区分が曖昧だと、過剰対応や見逃しの原因になります。
STEP 01
経過観察
軽微所見。次回点検条件を固定し、比較監視する
- 軽微な表面変化
- 進行性が不明
- 直ちに機能影響が小さい
記録すべき事項:
- 位置
- 範囲
- 比較画像
- 次回再点検条件
STEP 02
要対策
補修、洗浄、交換、分解確認などの具体対応が必要
- 流路阻害
- 付着増加
- 偏摩耗進行
- 腐食進行
- 異物の存在
- 補修・洗浄・交換が妥当
記録すべき事項:
- 設備影響
- 推奨対応
- 停止計画との関係
- 対策優先度
STEP 03
緊急確認
運転継続可否を含めて即時判断が必要
- き裂進展疑い
- 漏れや破断につながる可能性
- 部品脱落や二次損傷
- 運転継続可否に関わる所見
記録すべき事項:
- 緊急性
- 想定リスク
- 即時共有先
- 運転継続判断の要否
判断基準を報告書に落とし込む方法|再点検条件まで書いて初めて実務になる
工業用内視鏡検査の判断基準は、報告書に反映されて初めて現場で機能します。
報告書が「異常あり」の一言で終わっていると、次の保全行動につながりません。
必要なのは、誰が読んでも同じ判断に近づける記録です。
報告書には、最低でも次を入れるべきです。
- 対象設備名:
- 点検日時:
- 点検部位:
- 使用機種・先端径:
- 挿入経路:
- 到達範囲:
- 所見の種類:
- 所見位置:
- 所見範囲:
- 比較対象の有無:
- 判定区分:
- 推奨対応:
- 再点検時期:
- 再点検条件:
特に重要な項目
再点検条件が抜けると、次回比較の意味が弱くなります。
たとえば、同じ方向、同じ挿入距離、同じ照明条件、同じ部位名称で記録しておくと、進行評価がしやすくなります。
他手法との組み合わせ
- サーモグラフィ:外側の温度分布異常を見つけ、内部確認に内視鏡を使う
- 振動診断:異常振動部位を絞り込み、内部摩耗や接触痕の確認に内視鏡を使う
- 超音波診断:漏れや異常摩擦の疑い箇所を特定し、内部状態を内視鏡で確認する
これにより、工業用内視鏡は単なる観察機器ではなく、異常原因を裏付ける確認手段として機能します。

内視鏡の判断基準は、単独完結ではなく、他手法で異常を見つけ、内視鏡で原因確認する流れの中で最も強く機能します。
よくある質問と回答FAQ
- 工業用内視鏡検査では、画像に線が見えたらき裂と判断してよいですか?
-
いいえ。線状に見えても、反射、加工痕、汚れの境界であることがあります。角度を変えても同位置に残るか、端部形状が不自然でないか、応力集中部と一致するかを確認してから判断します。
- 工業用内視鏡検査の判断基準で最も重要なことは何ですか?
-
画像の印象で断定しないことです。異常種別、位置、範囲、方向性、進行性、比較記録をそろえて判定することが重要です。
- 軽微な錆や付着物はすぐ対策すべきですか?
-
必ずしもそうではありません。設備機能への影響、進行性、流路阻害、熱交換阻害の有無で判断します。軽微で影響が小さい場合は、経過観察が妥当です。
- 異物と堆積物はどう見分けますか?
-
異物は発生源の推定が必要なもの、堆積物はプロセス由来で蓄積したものとして見ると整理しやすいです。周辺部の打痕、脱落痕、上流条件も確認してください。
- 工業用内視鏡だけで判断を完結してよいですか?
-
限定的です。温度、振動、漏れ、摩擦などは他手法のほうが把握しやすい場合があります。実務では、他手法と組み合わせることで判定精度が上がります。
- 報告書で最低限必要な項目は何ですか?
-
所見種別、位置、範囲、判定区分、推奨対応、再点検時期、再点検条件です。特に再点検条件がないと、次回比較の質が落ちます。
- 経過観察と要対策の境界は何で決めますか?
-
進行性、設備影響、機能低下リスク、停止計画との関係で決めます。見た目の強さだけでなく、設備への影響度で判断するのが基本です。