工業用内視鏡検査で重要なのは、「見えるかどうか」ではなく、異常を再現性高く観察し、判断につなげられるかどうかです。設備診断の現場では、単に内部をのぞくだけでは不十分で、点検目的の明確化、観察ルートの設定、照明条件の最適化、画像記録の統一、異常部の位置特定、再点検基準の明文化まで含めてはじめて、実務に使える検査になります。
このページでは、設備診断に関わる実務者向けに、工業用内視鏡検査の基本手順から、誤判定を防ぐ観察方法、設備別の使い分け、報告時の記録ポイントまでを体系的に解説します。
配管、熱交換器、鋳造部品、溶接部、機械内部、狭所構造物の点検に携わる方が、現場ですぐ使える内容に絞って整理しています。
工業用内視鏡検査の精度を上げるポイントは、次の5点です。
- 点検目的を先に決める
何を異常とみなすかを決めずに挿入すると、観察はできても診断につながりません。 - 観察ルートを事前に設計する
入口、曲がり、死角、到達限界を先に把握します。 - 照明と視野角を固定して比較する
明るさが変わると、傷・腐食・付着物の見え方が変わります。 - 静止画だけでなく動画でも記録する
位置関係、連続性、周辺部との比較がしやすくなります。 - 異常の有無だけでなく、進行性を判断する
1回の観察結果だけで断定せず、再点検基準を持つことが重要です。
工業用内視鏡検査の目的と適用範囲
工業用内視鏡は、分解せずに内部状態を確認できる非破壊の目視支援機器です。
ただし、用途は「見ること」ではなく、摩耗・腐食・き裂・付着物・閉塞・異物混入・加工不良・溶接部異常などの内部兆候を把握し、保全判断につなげることにあります。
そのため、検査前に「何を確認する検査か」を決めることが最優先です。
工業用内視鏡検査が有効な対象は、次のような外観から確認しにくい内部部位です。
- 配管内部
- 熱交換器チューブ内部
- タンク・容器内部
- 鋳造部品の内部形状
- 機械内部の狭所
- 溶接裏波や狭隘部
- エンジン・ポンプ・減速機などの内部確認
- 金型や治具の内部状態確認
一方で、工業用内視鏡は万能な診断機器ではありません。
たとえば、内部形状は見えても、温度異常はサーモグラフィ、回転異常は振動診断、漏れは超音波診断のほうが適している場合があります。
したがって、工業用内視鏡は単独で完結させるよりも、他手法で異常候補を絞り、その後に内部を確認する役割で使うと診断精度が上がります。
工業用内視鏡検査が向く場面
- 分解せず内部を確認したい
- 狭所・曲管・奥まった箇所を観察したい
- 異物・堆積・腐食・摩耗の有無を確認したい
- 補修前後の状態比較をしたい
- 他診断で疑わしい部位をピンポイント確認したい
工業用内視鏡単独では限界がある場面
- 温度異常の定量判断
- 回転機の振動要因解析
- 漏れ量や漏れ音の把握
- 材料内部欠陥の深さ評価
- 強度評価や寸法保証
工業用内視鏡検査の基本手順|挿入前確認から記録まで
工業用内視鏡検査は、挿入した時点で勝負が決まると言っても過言ではありません。
現場で差が出るのは、挿入後の操作技術よりも、挿入前の安全確認、対象設備の構造把握、観察ルート設計、到達限界の見積りです。ここを曖昧にすると、機器損傷、見落とし、誤判定の原因になります。
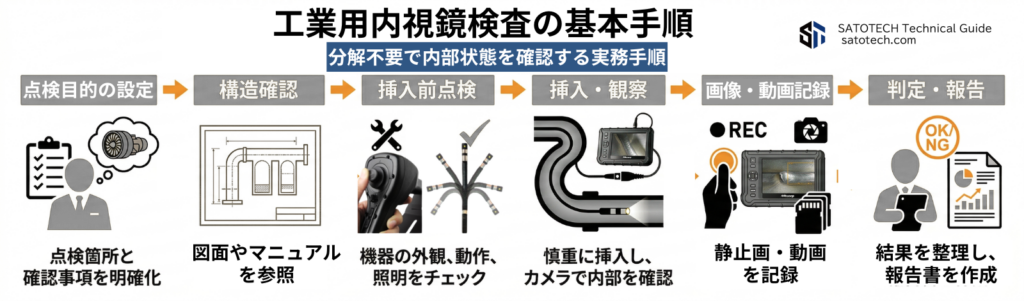
工業用内視鏡検査の基本手順
STEP 01
点検目的を明確化する
最初に決めるべきなのは、
「摩耗を見るのか」「腐食を見るのか」「閉塞を見るのか」「き裂の疑いを確認するのか」という検査目的です。目的が曖昧だと、必要な画角、焦点距離、照明、記録方法が決まりません。
STEP 02
対象設備の構造を把握する
図面、断面、配管ルート、曲がり部、分岐、障害物、到達可能長さを確認します。
ここで重要なのは、どこまで入るかではなく、どこまで安全に戻せるかです。
STEP 03
挿入口と観察ルートを決める
挿入口のサイズ、形状、エッジ有無、汚れ、液体残留、温度、異物の有無を確認します。
必要に応じて、保護チューブやガイドを使い、先端損傷を防ぎます。
STEP 04
挿入前に機器状態を確認する
- 先端レンズの汚れ
- ケーブル外観
- 可動部の動作
- 照明点灯
- 画像保存機能
- バッテリー残量
- 先端径と挿入口の整合
STEP 05
対象設備の構造を把握する
挿入後は、むやみに進めず、停止→観察→記録→位置確認を繰り返します。
特に異常らしき所見を見つけた場合は、広角で全体 → 中距離で位置関係 → 近接で詳細
の順で記録すると、報告時に使いやすくなります。
STEP 06
挿入口と観察ルートを決める
現場では「あとで整理しよう」となりがちですが、画像はその場で、
部位名 / 挿入距離 / 方向 / 異常種別 / 代表画像番号
まで残すのが実務的です。
異常の見方|摩耗・腐食・き裂・付着物をどう観察するか
工業用内視鏡検査で難しいのは、見えたものをどう解釈するかです。
現場でありがちな失敗は、画像のインパクトだけで異常と断定することです。
実際には、照明反射、汚れ、結露、視野角、焦点ズレで、異常に見えるものが多数あります。
そのため、異常判定は単一画像ではなく、連続観察と比較観察で行う必要があります。
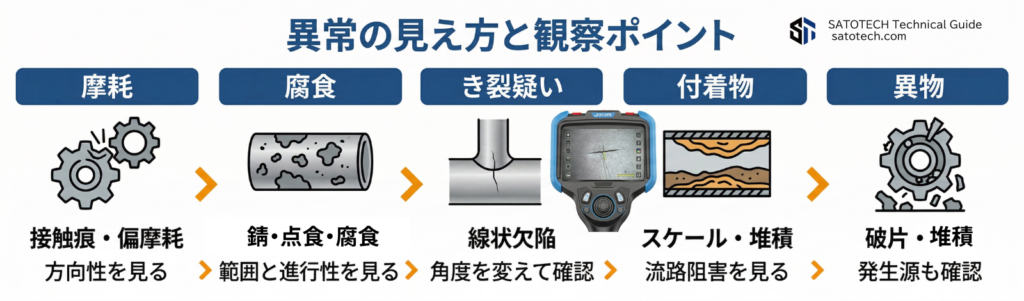
| 異常種別 | 見え方の例 | 主な対象設備 | 判断の要点 |
|---|---|---|---|
| 摩耗 | 表面の荒れ 一方向の擦れ痕 偏った接触跡 エッジ部の丸まり | 軸受周辺、ポンプ、金型 | 方向性と深さ感 方向性、深さ感、周辺との違いを見ること。 単なる汚れか、繰返し接触による損傷かを 分けて判断します。 |
| 腐食 | 赤錆、白錆 点食、面状荒れ 被膜剥離 | 配管、熱交換器、タンク | 範囲と進行性 局所か面状か、進行性がありそうか、 液溜まり部と一致するかを確認します。 |
| き裂疑い | 線状の筋 端部から伸びる欠陥 溶接止端周辺の不連続 | 溶接部、鋳物、機械部品 | 角度を変えても残るか 一本の線に見えても、反射線や加工痕のこと があります。 角度を変えて消えるか、連続して見えるか、 端部形状がどうかを確認します。 |
| 付着物 | 白色付着 黒色スラッジ スケール 油膜 | 配管、熱交換器 | 流路阻害の有無 表面だけか、流路断面をどの程度 阻害しているかが重要です。 診断では「ある / ない」より、 流れや熱交換への影響度で見ます。 |
| 異物 | 金属片 破片 詰まり 沈積物、堆積 | 油圧系、配管、内部機構 | 発生源と二次損傷 異物そのものだけでなく、 どこから来たかを考える必要があります。 二次損傷の有無もあわせて確認します。 |
誤判定を防ぐ使い方|照明・焦点・視野・先端操作の実務ポイント
工業用内視鏡検査では、機器を入れられることと正しく観察できることは別です。
誤判定の多くは、設備側の問題ではなく、照明過多、焦点不良、先端の向け方、観察距離の不安定さから生じます。
ここを押さえるだけで、検査品質は大きく変わります。
1. 照明は「明るいほど良い」ではない
照明が強すぎると、金属面や湿潤面で白飛びし、き裂や表面荒れが見えにくくなります。
逆に暗すぎると、付着物と母材の境界が不明瞭になります。
重要なのは、異常部だけでなく周辺との対比が見える明るさです。
2. 焦点が合っていない画像は判定に使わない
ピントが甘い画像は、粗さ、微細線、エッジ形状の評価を誤らせます。
特に近接観察では、見たい部位と最短焦点距離の関係を意識する必要があります。
3. 先端を動かしすぎない
可動式先端は便利ですが、常に動かしていると位置関係を見失います。
基本は、進める→止める→向きを変える→観察する→記録するの繰り返しです。
4. 観察方向を一定にする
同じ部位でも、見る方向が違うと見え方が大きく変わります。
再点検や比較観察を前提に、時計方向や基準面を決めて記録すると、後工程で役立ちます。
5. レンズ汚れと結露を疑う
異常のように見える曇りやにじみは、レンズ汚れや結露のことがあります。
違和感がある場合は、まず機器側を確認します。
誤判定を防ぐチェック項目
- 照明が強すぎて白飛びしていないか
- ピントが異常部に合っているか
- 観察距離が近すぎないか
- 全体像を残しているか
- 周辺部との比較画像があるか
- 挿入距離や方向を記録したか
- レンズ汚れや結露を除外したか
- 動画も保存したか
設備診断での活かし方|報告・再点検・他手法との組み合わせ
工業用内視鏡検査は、画像を撮って終わりではありません。
設備診断として価値があるのは、観察結果を保全判断・補修判断・再点検判断につなげたときです。
そのため、報告書には「何が見えたか」だけでなく、どの程度のリスクとして扱うべきかまで整理する必要があります。
実務では、工業用内視鏡の所見を次のように整理すると有効です。
報告時に入れるべき要素
- 点検対象設備名
- 点検日時
- 点検部位
- 使用機種・先端径
- 挿入方法
- 到達範囲
- 異常所見の有無
- 異常種別
- 位置情報
- 推定影響
- 推奨対応
- 再点検時期
判定の考え方
工業用内視鏡は、定量診断が苦手な場面もあります。したがって、報告は次の3段階でまとめると運用しやすくなります。
経過観察
現時点で直ちに停止要因ではないが、再点検対象
要対策
洗浄、補修、部品交換、分解確認が必要
急確認
進行性が疑われ、運転継続可否の判断が必要
他手法との組み合わせ
- サーモグラフィ:外側の温度分布異常を見つけ、内部確認に内視鏡を使う
- 振動診断:異常振動部位を絞り込み、内部摩耗や接触痕の確認に内視鏡を使う
- 超音波診断:漏れや異常摩擦の疑い箇所を特定し、内部状態を内視鏡で確認する
これにより、工業用内視鏡は単なる観察機器ではなく、異常原因を裏付ける確認手段として機能します。

よくある質問(FAQ)
- 工業用内視鏡検査はどのような設備に向いていますか?
-
配管、熱交換器、タンク、鋳造部品、溶接部、ポンプ内部、減速機内部、狭所構造部など、外側から見えない内部状態の確認に向いています。特に、分解コストや停止コストが大きい設備で有効です。
- 工業用内視鏡だけで異常診断は完結できますか?
-
完結できる場合もありますが、実務では限定的です。内視鏡は内部状態の可視化に強く、温度、振動、漏れ、定量評価は別手法が有利です。設備診断では、他手法と組み合わせたほうが精度が上がります。
- き裂と傷の見分け方はありますか?
-
単一画像だけでは断定しないことが重要です。角度を変えても残るか、連続性があるか、端部形状がどうか、周辺に応力集中要因があるかを確認してください。反射や加工痕が線状に見えるケースもあります。
- 工業用内視鏡検査で最も多い失敗は何ですか?
-
多いのは、照明過多、ピント不良、位置情報の未記録、全体像なしの近接画像だけ保存です。これでは後から異常の有無や位置を正しく判断できません。
- 静止画と動画のどちらを残すべきですか?
-
どちらも必要です。静止画は報告書向き、動画は位置関係や連続性の確認に有効です。異常部だけでなく、到達過程も含めて残すと実務で役立ちます。
- 工業用内視鏡検査の報告書で重要な項目は何ですか?
-
部位名、挿入経路、到達範囲、異常位置、異常種別、画像番号、推定影響、推奨対応、再点検時期です。特に、位置情報と再点検条件が抜けると次回比較が難しくなります。
- 工業用内視鏡の選定で重要なポイントは何ですか?
-
先端径、ケーブル長、可動方向、焦点距離、照明性能、記録機能、耐油性・防水性です。設備構造に対して、入るかどうかだけでなく、入って見たい箇所を観察できるかで選定する必要があります。
- 工業用内視鏡検査は定期点検に組み込むべきですか?
-
はい。特に、腐食進行、堆積物増加、摩耗進行、内部閉塞などの傾向を見る設備では有効です。単発点検より、同じ条件で定期比較する運用が重要です。