工業用内視鏡は、配管、熱交換器、ボイラー、タンク、金型、軸受周辺、機械内部の非破壊・非分解観察に有効です。
ただし、見えたものをそのまま異常と断定する運用は危険です。誤診の多くは、機器性能不足そのものよりも、観察条件のばらつき、向きの不統一、反射・付着物・焦点不良の見誤り、単発画像のみでの判断から発生します。
目視検査では、正しい光学条件の選定、再現性のある姿勢・方向管理、画像記録の体系化、比較観察、必要時の他手法併用が精度を左右します。適切な光学条件の選定、清潔な先端、方向基準の統一、記録管理が検査品質に直結すると示しており、不適切な適用は安全性に関する誤った印象を与え、見逃しや 誤診 を招くとしています。
結論
工業用内視鏡の誤診防止で最も重要なのは、
「鮮明画像を撮ること」ではなく、同じ条件で比較できる検査系を作ることです。
ユーザーが見落としやすい重要点として、以下を本ページでは追加しています。
- 方向基準の統一(12時方向管理など)
- 基準画像(正常時画像・前回点検画像)との比較
- 再撮影トリガーの明文化
- 単発画像での断定禁止
- 内視鏡だけで寸法確定しない運用
- 他手法へエスカレーションする基準の設定
- 報告書に“確定所見”と“疑い所見”を分けて書くルール
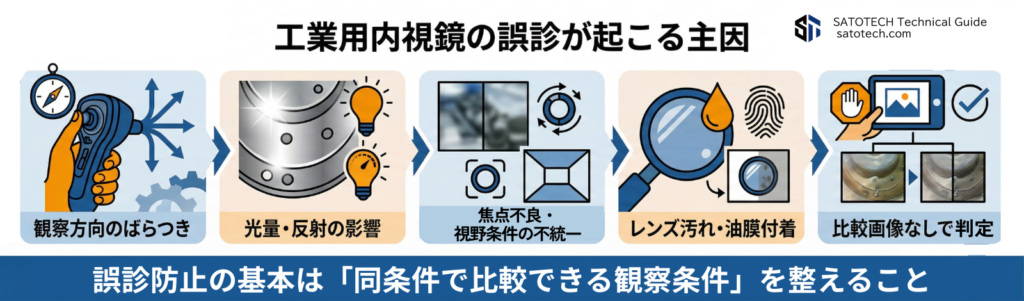
1誤診が起こる主因|工業用内視鏡で誤判定が発生する5つの原因
工業用内視鏡の誤診は、異常の知識不足だけでは起きません。実際には、観察条件の不統一と画像解釈の飛躍が主因です。特に現場で多いのは、反射、油膜、錆汁、堆積物、焦点ズレ、視野の偏りをき裂・腐食・摩耗と誤認するケースです。工業用内視鏡で誤診を招きやすい代表要因は、次の5つです。
1. 観察方向が毎回ばらつく
同じ部位でも、視点や角度が変わると見え方は大きく変わります。
繰り返し観察の再現性を確保するために画面上の方向を統一する運用を示しています。
2. 焦点・視野・先端光学条件が対象に合っていない
広い範囲の概観確認と、局所の詳細確認では、必要な光学条件が異なります。広角・近接・遠方の使い分けを誤ると、異常の大きさや形状を誤読します。
対象に応じて視野角と観察深度を選ぶことが検査品質改善に有効としています。
3. 反射・油膜・汚れを欠陥と見誤る
金属面では鏡面反射、潤滑部では油膜、熱交換器や配管では付着物が、欠陥らしく見えることがあります。
先端の清掃不良や油付着も画像劣化の原因です。
レンズや先端の清浄管理と、油の影響を避ける運用の重要性を挙げています。
4. 単発画像のみで断定する
静止画1枚だけでは、深さ・連続性・再現性が判断できません。
測定結果は絶対値そのものではなく推定であり、人的要因や解釈差が見逃しや false call を生むとしています。
5. 記録ルールが弱い
撮影位置、方向、設備番号、運転停止条件、汚れ状態、前回比較の有無が残っていないと、後から誤判定を修正できません。類似画像が大量に記録される現場では分類・保管ルールが重要だとしています。
2誤診を防ぐ観察条件の標準化|角度・光量・焦点・方向管理の基本
誤診防止の第一歩は、観察者の勘に依存しないことです。
内視鏡検査では、どの角度で、どの距離で、どの光量で、どの方向を基準に撮るかを決めておかないと、同じ設備でも毎回別物の画像になります。誤診を減らすには、最低限次の観察条件を標準化します。
観察方向
- 画面上の12時方向を固定
- 入口基準・設備側基準・回転方向基準を明確化
- 「上流側」「下流側」「駆動側」「反対側」を画面メモに残す
シリンダ検査の例で12時方向を画面上部に合わせることで、再現性ある比較観察を推奨しています。
光量
- 強すぎる照明は金属面の白飛びを招く
- 暗すぎる照明は微細欠陥を埋もれさせる
- 反射面は正面照射一辺倒にしない
金属面観察では、反射低減のための光量調整が有効であることが示されています。
焦点・視野
- 概観用と詳細確認用を分ける
- 広角で全体確認 → 近接で詳細確認の順で観察
- 焦点が甘い画像は「参考」扱いにし、判定根拠にしない
広角視野は全体把握、遠方・詳細観察条件は局所確認に有効と説明しています。
清浄性
- 先端レンズ汚れ
- 油膜
- 水滴
- 凝縮
- 異物付着
これらは欠陥様所見の最大要因です。検査中に画像が急ににじむ場合、設備欠陥よりもレンズ汚染を先に疑うべきです。
3異常の見え方を誤らない|き裂・腐食・摩耗・堆積物の判別ポイント
工業用内視鏡の誤診防止で最も重要なのは、異常種別ごとに見え方の特徴を整理しておくことです。
同じ「線」「影」「変色」でも、き裂・擦り傷・腐食筋・付着物では意味が異なります。
以下は、実務で誤認しやすい代表例です。
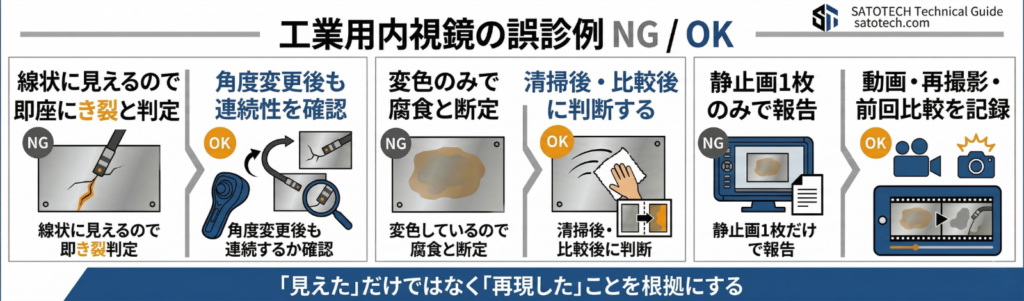
き裂と擦り傷の違い
- き裂:線が不自然に連続し、起点・終点・枝分かれ・開口感を伴うことがある
- 擦り傷:接触方向と一致しやすく、表面上の線状痕で止まる
→ 角度を変えた再撮影で見え方が変わるかを確認します。
反射で消えるなら表面線傷、角度を変えても形が持続するならき裂疑いが強まります。
腐食と汚れ・堆積物の違い
- 腐食:母材表面の荒れ、減肉感、点食、周辺の質感変化を伴う
- 汚れ・堆積物:色差はあっても母材輪郭が残ることが多い
→ 可能なら清掃後再観察。清掃前後で変化するかを見ます。
摩耗と加工痕の違い
- 摩耗:方向性があり、接触部と整合する
- 加工痕:規則的で均一、周辺変形が少ない
焼け・変色と異常発熱痕の違い
変色だけでは異常断定できません。熱履歴、潤滑状態、材質、前回状態と照合が必要です。
実務原則
画像所見は、「確定異常」、「異常疑い」、「再確認要」の3段階で扱うと誤診率を下げやすくなります。
4単独判定を避ける実務フロー|再撮影・比較画像・他手法併用の判断基準
工業用内視鏡は強力な観察手段ですが、単独で最終断定する運用は危険です。
誤診防止では、再撮影条件・比較条件・他手法への切替条件をあらかじめ決めておく必要があります。

以下のフローを標準化すると、実務精度が大きく向上します。
STEP 01
概観撮影
- 対象部位全体を広く記録
- 位置・方向・設備番号を残す
STEP 02
異常疑い部の再撮影
- 光量変更
- 角度変更
- 距離変更
- 焦点再調整
- 清掃後再観察
STEP 03
前回画像・正常部と比較
- 同一設備の前回点検画像
- 左右対称部
- 同型設備の正常部
ライブ画像と過去保存画像の比較で、経時変化を監視できるとしています。
STEP 04
寸法・深さを断定しない
内視鏡画像だけで深さや減肉量を確定しないことが重要です。3D計測や基準線を使う機能を持つ機種もありますが、機能がない場合は画像だけで寸法確定しない運用が必要です。
STEP 05
必要時は他手法へ
- 減肉確認:超音波厚さ計
- 発熱兆候:赤外線サーモグラフィ
- 回転機異常:振動診断
- 表面開口き裂確認:PT等
5報告書で誤診を増やさない|記録・命名・所見表現のルール化
誤診は観察時だけでなく、報告書作成時にも発生します。
特に危険なのは、画像だけを貼り付けて、位置・方向・運転条件・比較根拠を書かないことです。報告書の曖昧さは、そのまま現場判断の誤りにつながります。報告書では、最低限以下を記録します。
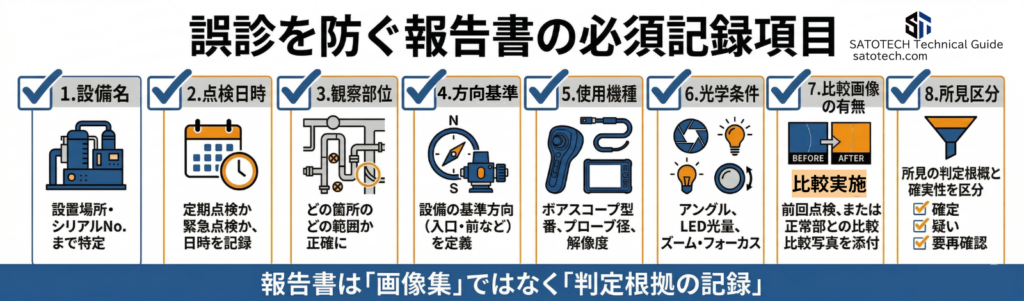
必須記録項目
- 設備名
- 点検日時
- 停止条件 / 稼働条件
- 開口部情報
- 観察方向
- 対象部位
- 使用機種 / 先端径
- 光学条件
- 清掃の有無
- 比較画像の有無
- 所見区分(確定 / 疑い / 要再確認)
所見の書き方
悪い例:
「き裂あり」
良い例:
「画面右上2時方向、開口部から約○○位置に線状所見を確認。
光量変更・角度変更後も同位置に連続して認められ、表面線傷よりき裂疑いが高い。
寸法確定は未実施。追加確認を推奨。」
画像命名ルール
検査画像が大量になる現場では場所ごとにフォルダを分ける管理が有効としています。
推奨例:設備名_系統_部位_方向_日付_連番
AI活用の位置づけ
近年はAIによる画像判定支援も進んでいますが、見落としやばらつき低減に役立つ方法として紹介しつつ、前提として十分な欠陥画像学習が必要であるとしています。
現時点では、AIは補助、最終判定は人と基準書という位置づけが実務的です。
よくある質問(FAQ)
- 工業用内視鏡だけで異常の確定診断はできますか?
-
原則として、画像だけで寸法・深さ・進展性まで確定するのは危険です。
形状確認には有効ですが、減肉量、深さ、内部進展、機能影響の断定には他手法の裏取りが必要です。 - 線状に見えたら、き裂と考えてよいですか?
-
いいえ。
擦り傷、加工痕、汚れ筋、反射境界でも線状に見えます。光量・角度・焦点を変えて同じ形状が再現するかを確認してください。 - 金属面が白く飛んで見えます。異常判定できますか?
-
その状態では危険です。
白飛びは反射の影響が強く、微細欠陥を隠します。光量を下げる、角度をずらす、近接しすぎない、比較画像を撮ることが必要です。 - 前回画像がない場合、どうすれば誤診を減らせますか?
-
同一設備内の正常部、左右対称部、同型機の健全部を比較対象にします。
比較対象ゼロの単独観察は、誤診率が上がります。 - レンズ汚れと異常の見分け方は?
-
画面全体がにじむ、局所だけ不自然に曇る、角度変更で形が追従しない場合はレンズ汚れを疑います。
いったん引き抜いて先端確認するほうが安全です。 - 工業用内視鏡で見えた腐食は、そのまま減肉と判断できますか?
-
できません。
見た目の荒れと実際の減肉量は一致しないことがあります。必要なら超音波厚さ計などで裏取りしてください。 - 画像保存は静止画だけで十分ですか?
-
重要部は動画も残したほうが安全です。
静止画1枚では角度変化や連続性が分からず、後から再評価しにくくなります。 - 最新の傾向として何を重視すべきですか?
-
現時点では、画質向上だけでなく、比較運用、記録体系化、AI支援の活用、判定根拠の明文化が重視されています。
一方で、最終判断は依然として手順管理と検査員の再現性確保が中心です。