工業用内視鏡は単独で断定する診断ではなく、他診断と連携して精度を上げる手法です。
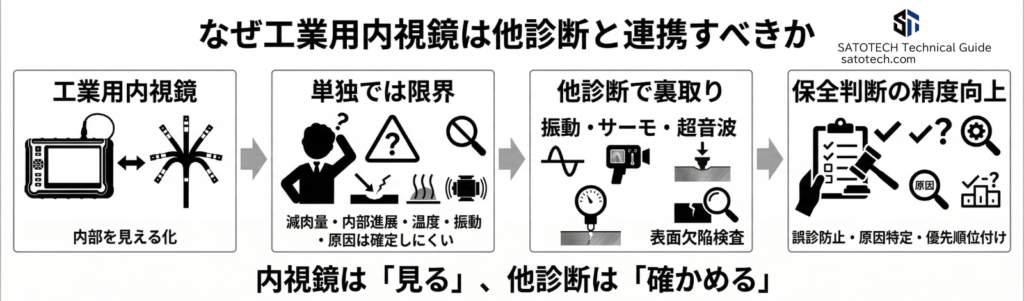
内部の可視化には優れますが、減肉量、内部進展、温度異常、振動原因の確定には限界があります。
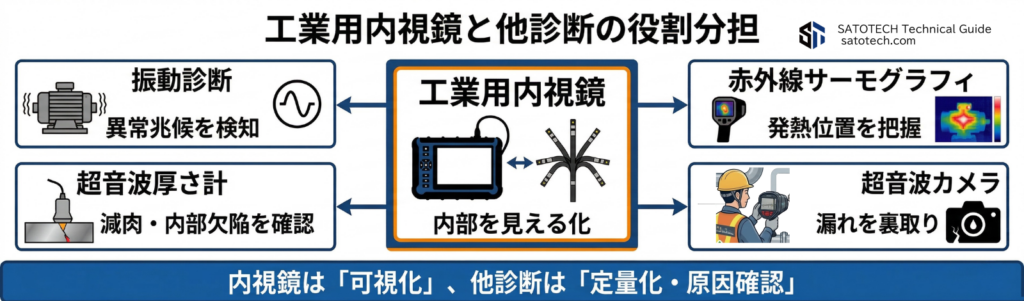
実務では、振動診断、赤外線サーモグラフィ、超音波厚さ計、表面欠陥検査などで裏取りし、異常の意味を確定します。VT(目視による表面異常の検査手法)は表面状態の把握に有効ですが、必要に応じて他の詳細検査へつなぐ入口として使われます。
工業用内視鏡は「見える」ことに強みがあります。しかし、設備保全で必要なのは、見えた異常を正しく意味づけることです。ここを誤ると、過剰修理、見逃し、原因の取り違えが起こります。
工業用内視鏡単独で判断しにくい代表項目は次のとおりです。
- 線状欠陥が表面傷か、き裂か
- 変色部が腐食か、付着物か
- 表面荒れが減肉を伴うか
- 内部損傷が温度異常や振動異常とつながるか
- 見えている異常が進行中か、停止している過去痕か
結論
工業用内視鏡は、
異常の“可視化”には強いが、異常の“定量化”や“原因確定”は他診断と組み合わせて完成する
と考えるのが実務的です。
1工業用内視鏡だけでは確定できない情報がある
工業用内視鏡は、内部の形状、摩耗、付着物、腐食、線状所見の確認に有効です。
ただし、見えたことと確定できたことは同じではありません。
工業用内視鏡単独で判断しにくい代表例は次のとおりです。
- 表面荒れが、軽微な腐食なのか実際の減肉なのか
- 線状所見が、傷なのかき裂なのか
- 変色が、熱影響なのか付着物なのか
- 堆積物が、一時的な汚れなのか流路障害の原因なのか
- 内部損傷が、現在進行中なのか過去痕なのか
2他診断と連携すると誤診を減らせる
工業用内視鏡単独の弱点は、見た目に引っ張られやすいことです。
他診断を組み合わせると、誤判定、見逃し、過剰整備を減らしやすくなります。
代表的な誤診パターンは次のとおりです。
| NG:内視鏡単独の弱点 | OK:他診断連携で補える理由 |
|---|---|
| 腐食に見えた | 実際は付着物だった |
| 深刻に見えた | 肉厚低下は軽微だった |
| 線状に見えた | き裂ではなく擦り傷だった |
| 変色が見えた | 現在の発熱異常ではなかった |
| 異常らしく見えた | 振動原因とは無関係だった |
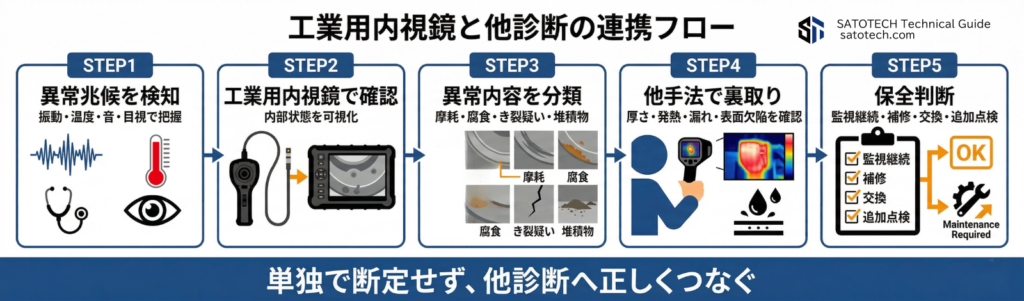
このとき有効なのが他手法での裏取りです。
- 超音波厚さ計:減肉量を確認
- UT(超音波探傷試験):内部進展を確認
- 振動診断:回転機異常の有無を確認
- 赤外線サーモグラフィ:発熱位置と温度分布を確認
3他診断は“役割分担”で考えると分かりやすい
工業用内視鏡と他診断は競合ではありません。
見る・測る・比較する・確定するという役割分担で整理すると、現場運用が安定します。
実務では、次のように考えると整理しやすいです。
- 工業用内視鏡:内部を見える化する
- 振動診断:回転機の異常兆候を検知する
- 赤外線サーモグラフィ:発熱位置を把握する
- 超音波厚さ計 :減肉量や内部欠陥を確認する
4連携しないと保全判断が遅れる、または誤る
診断と連携しない問題は、診断精度だけではありません。補修、交換、継続監視の判断そのものが不安定になります。
連携不足で起きやすい問題は次のとおりです。
- 本来は監視継続で良いのに、過剰補修してしまう
- 本来は補修が必要なのに、見た目だけで軽視する
- 異常箇所は見えたが、原因が特定できず再発する
- 報告書に断定表現を書きすぎて、後工程を誤らせる
- 異常の優先順位が付けられず、停止計画に反映できない
5連携を前提にした記録が、診断精度を決める
工業用内視鏡と他診断の連携は、機器選定だけで決まりません。実際には、記録の質が連携精度を左右します。
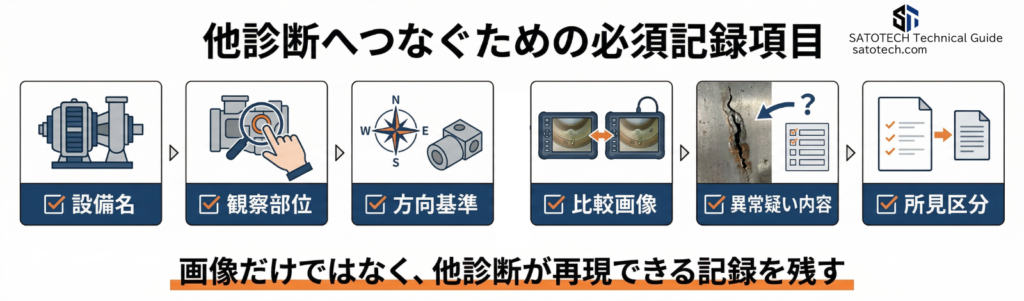
他診断へ正しくつなぐには、少なくとも次を記録します。
- 設備名
- 点検日時
- 観察部位
- 方向基準
- 画像番号
- 比較画像の有無
- 異常疑い内容
- 所見区分(確定 / 疑い / 要再確認)
- 推奨する次診断
- 停止条件 / 稼働条件
所見の書き方
NG悪い例:
「腐食あり」
OK良い例:
「配管内面の6時方向に表面荒れを確認。減肉量は未確認のため、超音波厚さ計で裏取り推奨。」
よくある質問と回答 FAQ
- なぜ工業用内視鏡だけでは不十分なのですか?
-
見た目の確認には強い一方、減肉量、内部進展、温度異常、振動原因などは単独で確定しにくいからです。
- 工業用内視鏡で異常が見えたら、次は何をすべきですか?
-
異常の種類に応じて、厚さ計、振動診断、赤外線サーモグラフィなどで裏取りします。
- 他診断との連携が特に重要な設備は何ですか?
-
配管、熱交換器、タンク、ボイラー、ポンプ、ファン、減速機などです。可視化だけで保全判断しにくい設備ほど重要です。
- 工業用内視鏡と振動診断はどう使い分けますか?
-
振動診断で異常兆候を検知し、停止時に工業用内視鏡で内部状態を確認する流れが実務的です。
- 工業用内視鏡と赤外線サーモグラフィは競合しますか?
-
競合ではありません。サーモグラフィは発熱位置の把握、工業用内視鏡は内部状態の確認に強く、補完関係です。
- 他診断との連携で最も重要なことは何ですか?
-
見えた異常をそのまま断定せず、次にどの手法で裏取りするかを決めることです。
- 報告書には何を書けば連携しやすくなりますか?
-
設備名、部位、方向基準、比較画像、異常疑い内容、所見区分、推奨する次診断です。
工業用内視鏡は、配管、熱交換器、タンク、ボイラー、金型、機械内部などの内部状態を非分解で可視化できる有力な診断手段です。一方で、Visual Testing(VT)やRemote Visual Inspection(RVI)は、基本的に表面・見た目の異常把握に強い反面、内部進展、減肉量、温度分布、振動起因の有無までは単独で確定できないという限界があります。ASNTはVTをNDTの基礎的方法と位置づけつつ、より詳細な検査が必要な箇所をUTやRTなど他手法へつなぐ補完情報として使うことを明示しています。HSEも、NDTは不適切に適用すると見逃しや false call を招くため、対象欠陥に対して適切な方法を選び、記録を残し、必要に応じて別手法で繰り返すことが重要だと示しています。
したがって、工業用内視鏡の価値を最大化する鍵は、単独で断定することではなく、他診断へ正しく橋渡しすることです。
設備診断の現場で使える形で、工業用内視鏡と振動診断、赤外線サーモグラフィ、超音波厚さ計、表面欠陥検査などをどう連携させるかを整理します。