赤外線サーモグラフィで表示される温度は、常に対象物の真の表面温度と一致するとは限りません。温度がずれる場合があります。その代表的な原因が放射率(emissivity)です。
放射率とは、対象表面が赤外線をどれだけ放射するかを表す値で、一般に 0〜1 の範囲で扱います。理想黒体は 1 に近く、鏡面に近い低放射率面ほど周囲の赤外線を反射しやすく、見かけ温度がずれやすくなります。FLIRやOptrisの技術資料でも、低放射率面では放射率設定と反射見掛け温度の扱いが測定結果に強く影響すると説明されています。

このページでは、放射率の定義だけで終わらせず、
なぜ温度がずれるのか
金属面でなぜ誤差が出やすいのか
設備診断の現場でどう補正し、どう判断すべきか
まで、実務に使える形で整理します。
放射率とは何か
放射率とは
放射率は、対象物が理想黒体に対してどの程度赤外線を放射するかを示す指標です。値が高いほど、その表面は自分自身の温度情報を赤外線として放射しやすく、値が低いほど周囲の反射の影響を受けやすくなります。
なぜ温度がずれるのか
放射率は、サーモグラフィの温度換算に直接関わる基本パラメータです。
同じ実温度でも、表面材質や仕上げ状態が異なると、カメラが受け取る赤外線量は変わります。
どの表面で誤差が大きいか
たとえば、塗装面・酸化面・テープ面のような表面は比較的高放射率で測りやすい一方、磨かれた金属面、鏡面に近いステンレス、アルミ、メッキ面などは低放射率で、反射成分が強くなりやすいのが特徴です。
メーカー資料でも、低放射率面は見かけ温度のずれが大きくなりやすいとされています。
赤外線サーモグラフィの原理
非接触温度計との違い
赤外線サーモグラフィとは?
なぜ放射率で温度がずれるのか
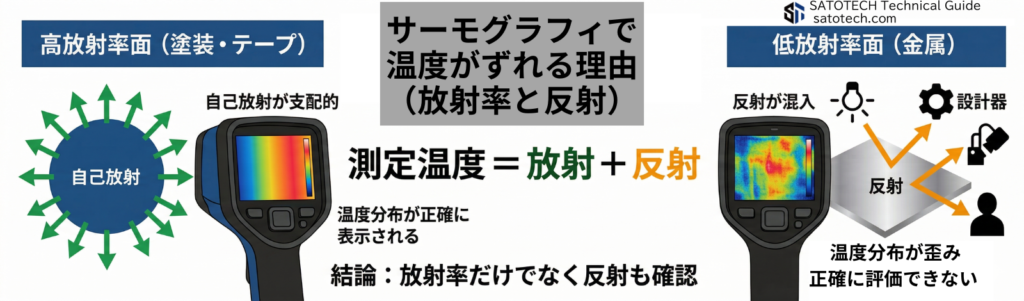
サーモグラフィは、対象から届いた赤外線量をもとに温度を算出します。したがって、カメラ側の放射率設定が対象表面の実際の放射率と一致していないと、温度換算がずれます。さらに、低放射率面では周囲の熱源や空、照明、人体などの反射見掛け温度の影響も受けやすくなります。
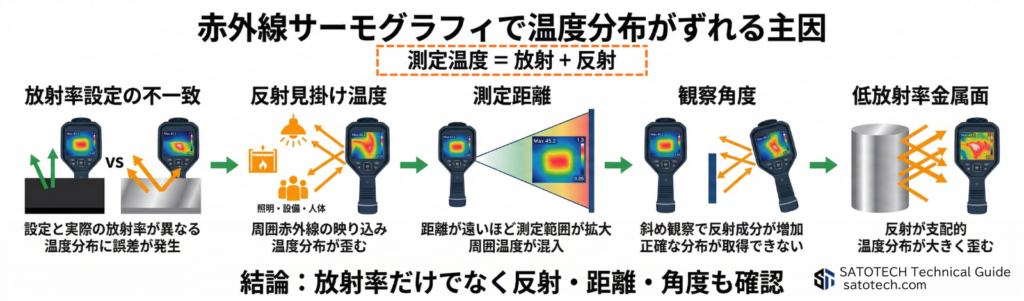
現場で起こる典型的な温度ずれは、次の2つです。
1. 放射率設定の不一致
実際は低放射率なのに高放射率として換算すると、表示温度が実温度から外れやすくなります。
2. 反射成分の混入
低放射率面は自分で放射する赤外線が少ない分、周囲の赤外線を鏡のように反射しやすくなります。
このため、対象物が熱いのではなく、周辺の熱源が映って熱く見えることがあります。
実務ポイント
温度が合わないとき、放射率だけを疑うのは不十分です。
特に金属面では、
放射率設定
+反射見掛け温度
+観察角度
をセットで考える必要があります。
NG
表示温度をそのまま真値と判断
OK
放射率と反射条件を確認して比較診断
放射率の影響が大きい設備・表面
放射率の問題が特に大きく出やすいのは、光沢のある金属面、表面仕上げが均一でない部位、温度差が大きい周辺環境にある設備です。設備診断では、表面材質と表面状態を見ずに温度を読むと誤判定につながります。
| 設備部位 | 放射率リスク | 主な誤差要因 | 推奨対応 |
| 塗装面(機械外装・モーター) | 低(ε≈0.9) | ほぼ自己放射のみで誤差小 | そのまま測定可(放射率0.9〜0.95設定) |
| 配電盤内部(端子・ブレーカ) | 中(金属露出あり) | 金属部の反射・周囲温度影響 | 黒テープ貼付または接触温度計併用 |
| モーター外装(未塗装部) | 中〜高 | 部分的な金属露出・反射混入 | 塗装部を優先測定/放射率補正 |
| ベアリングハウジング | 中 | 油膜・金属表面による反射 | 同一条件でトレンド比較/テープ使用 |
| 配管(断熱材あり) | 低 | 断熱材は高放射率で誤差小 | そのまま測定可 |
| 配管(裸管・金属) | 高 | 反射+放射率低下 | 黒テープ貼付または塗装部測定 |
| 熱交換器(フィン・金属) | 高 | 低放射率+周囲熱源反射 | 測定角度を直角に/テープ使用 |
| 蒸気配管・バルブ | 高 | 金属+高温環境で反射影響大 | 放射率補正+複数箇所比較 |
| 建物外壁(塗装) | 低 | 日射影響・外気温変動 | 時間帯管理(早朝・夜間)で測定 |
| ガラス・鏡面 | 極めて高 | ほぼ反射のみ(透過+反射) | サーモ測定不適(対象変更) |
| ステンレス・アルミ表面 | 極めて高 | 反射支配(自己放射少) | 黒テープ必須/接触温度計併用 |
| 電子基板・部品 | 中 | 材質混在・局所発熱 | 相対比較(異常箇所特定)で使用 |
設備診断で注意すべき代表例は以下です。
■ 配電盤・端子・母線
塗装箱体は測りやすくても、端子部や露出導体は低放射率で誤差が出やすいです。
■ モーター・軸受ハウジング
塗装面と金属露出部で放射率が異なるため、同一設定で比較すると不整合が起こる場合があります。
■ 配管・バルブ・フランジ
保温材表面と裸配管では条件が異なり、特に金属露出部は反射の影響を受けやすくなります。
■ 熱交換器・加熱設備
高温部周辺では反射・周囲熱源の影響が大きく、見かけ温度の解釈を慎重に行う必要があります。
追加すべき重要視点:材質名だけで放射率を決め打ちしない
・同じ金属でも表面状態(酸化・粗さ・汚れ)で放射率は大きく変化
・反射の影響により「見かけ温度」が混入する
・必ず以下を確認すること
- 表面状態(塗装・酸化・油膜)
- 周囲熱源(照明・設備・人体)
- 測定角度・距離
配電盤の異常発熱診断
モーター・軸受の温度診断
配管・断熱不良の診断
現場での補正方法と誤判定を防ぐ手順
放射率の知識は、定義を覚えるだけでは不十分です。重要なのは、測定前にどのように条件を整え、どこまでを比較診断に使い、どこからを確定判断に使わないかを明確にすることです。

現場で実行しやすい基本手順は次の通りです。
STEP1 対象表面の状態を確認する
塗装、酸化、光沢、汚れ、テープ貼付の有無を確認します。
STEP2 放射率設定を仮置きする
既知の高放射率面があればそれを優先します。未知の金属光沢面は、いきなり絶対温度を信じない判断が重要です。
STEP3 反射見掛け温度を確認する
周囲熱源の映り込みがないか確認し、必要に応じて反射温度を評価します。FLIR資料では、反射面を利用して見掛け反射温度を測る方法が示されています。
STEP4 比較診断を優先する
同型設備、左右、相間、過去データと比較します。放射率不確かさが残る場面では、絶対温度だけでなく相対差を重視します。
STEP5 必要に応じて高放射率化する
黒体テープ、艶消し処理、既知表面を測るなど、測定条件を改善します。
STEP6 他手法で裏付ける
電流値、振動、超音波、目視、保全履歴を使い、温度だけで原因を断定しません。
NIST文献でも、熱画像の温度測定には放射率やカメラ特性、対象サイズの影響評価が必要であり、単純な見た目の温度画像だけで判断するのは不十分です。
- チェックリストボックス
- 放射率確認
- 反射確認
- 距離確認
- 比較対象確認
サーモグラフィ診断の基本手順を見る
温度誤差と対策を詳しく見る
放射率を理解した上での判断基準
設備診断では、放射率を理解したうえで「どこまで読めるか」と「どこから先は読めないか」を切り分けることが重要です。サーモグラフィは異常検出に強い一方、低放射率面の絶対温度を単独で断定する用途には限界があります。
実務上の判断基準は次の通りです。
読めること
- 異常発熱の有無
- 同条件下での比較差
- 温度ムラ、偏熱、熱損失の傾向
読みにくいこと
- 光沢金属面の真の絶対温度
- 反射が強い環境での単独温度判定
- 温度画像だけによる故障原因の最終断定
つまり、放射率の理解は「温度をぴったり当てるため」だけではありません。
どの場面で比較診断に切り替えるべきか、どの場面で他手法へつなぐべきかを判断するための知識です。
NG
低放射率面を単独で断定しない
OK
比較診断に使う
振動診断を見る
超音波カメラ診断
工業用内視鏡
ここはSWELLボタン3連が最適
よくある質問と回答FAQ
- 放射率とは何ですか?
-
放射率とは、対象表面が理想黒体に対してどれだけ赤外線を放射するかを表す値です。一般に 0〜1 の範囲で扱われ、値が低いほど周囲の反射の影響を受けやすくなります。
- サーモグラフィで温度がずれる主因は放射率だけですか?
-
いいえ。放射率設定の不一致に加えて、反射見掛け温度、観察角度、距離、対象サイズ、周囲環境も誤差要因になります。
- 金属面で温度が合いにくいのはなぜですか?
-
光沢金属面は低放射率になりやすく、自分自身の放射よりも周囲の赤外線反射の影響を受けやすいためです。
- 放射率が不明なときはどうすればよいですか?
-
未知の光沢面では絶対温度をそのまま信じず、比較診断を優先し、必要に応じて高放射率面を作る、既知面で比較する、反射温度を確認する、といった対応が現実的です。
- 放射率を合わせれば正確な温度が必ず測れますか?
-
必ずとは言えません。反射、距離、対象サイズ、レンズ条件、カメラ仕様も温度換算に影響します。
- 設備診断では絶対温度と比較診断のどちらを重視すべきですか?
-
放射率不確かさがある現場では、まず比較診断を重視するのが安全です。絶対温度は条件が整っている場合に限定して使う方が誤判定を減らせます。これは本ページで追加している重要視点で、現場判断では特に有効です。
サーモグラフィ診断の基本手順
サーモグラフィの測定誤差と対策
配電盤の異常発熱診断
モーター・軸受の温度診断