設備診断とは、設備の異常兆候を測定器で分析し、故障の原因を特定する保全手法です。
工場設備では、振動、発熱、漏れ、内部損傷などの兆候から異常を判断します。
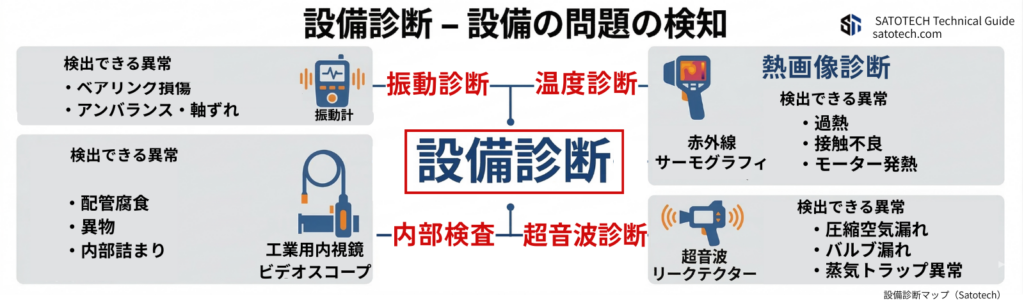
本ページでは、設備異常の症状から最適な診断方法と測定器を選定できるよう、設備診断のフローチャートと4つの診断技術(振動診断、温度診断、超音波診断、内部検査)を整理しています。
設備異常の診断フローチャート
振動異常
発熱異常
漏れ診断
内部点検
設備トラブルの初期診断では、症状から原因を推定し適切な測定機器を選定します。
以下のフローチャートは、設備異常の代表的な症状と診断方法を整理したものです。

設備診断の4大技術
設備診断とは、設備の振動、温度、音、内部状態などを測定し、設備異常を早期発見する技術です。
状態監視保全(CBM)や予防保全において重要な技術です。設備診断では主に4つの測定技術が使用されます。
振動診断、温度診断、超音波診断、内部検査です。
症状別早見表
設備異常は症状ごとに適切な診断方法が異なります。代表的な症状と診断機器を整理します。
| 症状 | 考えられる原因 | 診断方法 | 使用機器 |
|---|---|---|---|
| 振動が大きい | アンバランス | 振動測定 | 振動計 |
| 振動が周期的 | 軸ずれ | 振動診断 | 振動計 |
| 異音が発生 | ベアリング摩耗 | 振動測定 | 振動計 |
| モーターが熱い | 過負荷 | 温度測定 | 赤外線サーモグラフィー |
| 配電盤が発熱 | 接触不良 | 温度診断 | 赤外線サーモグラフィー |
| ベアリングが熱い | 潤滑不足 | 温度測定 | サーモグラフィー |
| 空気が漏れる音 | 配管漏れ | 超音波検知 | 超音波カメラ |
| 圧縮空気圧低下 | エア漏れ | 超音波検査 | 超音波漏れ検知器 |
| 蒸気漏れ | 蒸気トラップ故障 | 超音波診断 | 超音波リークディテクター |
| 内部詰まり | 異物混入 | 内部検査 | 工業用内視鏡 |
各技術の要点
設備診断で使用される代表的な測定機器を紹介します。
振動診断は、ポンプやモーターなどの回転機械における異常検知に特化した技術です。
検出できる異常
- ベアリング損傷
- アンバランス
- 軸ずれ
測定機器:振動計

温度診断は、熱分布や温度変化を視覚化することで、異常を検知する技術です。
検出できる異常
- 過熱
- 接触不良
- モーター発熱
測定機器:赤外線サーモグラフィー

超音波診断は、超音波を検知することで、漏れや異常な摩擦音を特定する技術です。
検出できる異常
- 圧縮空気漏れ
- バルブ漏れ
- 部分放電
測定器:超音波カメラ

内部検査は、配管や設備内部の状態を直接、または遠隔で確認する技術です。
検出できる異常
- 配管腐食
- 異物
- 内部詰まり
検査機器:工業用内視鏡

設備診断の4つの技術
設備診断では次の4つの技術が重要です。
| 診断技術 | 測定機器 | 主な用途 |
|---|---|---|
| 振動診断 | 振動計 | 回転機設備 |
| 温度診断 | 赤外線サーモグラフィー | 電気設備 |
| 超音波診断 | 超音波カメラ | 漏れ検知 |
| 内部検査 | 工業用内視鏡 | 配管・機械内部 |
設備診断とは?
設備診断とは、設備の状態を測定器で監視し、異常を早期に発見する保全手法です。
設備診断を導入するメリット
設備診断を行うことで次のメリットがあります。
- 突発故障の防止
- 生産停止のリスク低減
- メンテナンスコスト削減
- エネルギーロス削減
工場設備では予防保全(Predictive Maintenance)として設備診断が重要です。
設備診断に関するよくある質問FAQ
- 設備診断では最初にどの測定器を選ぶべきですか?
-
設備の症状によって最初に使う測定器は異なります。
設備診断では、異常の兆候(振動・発熱・漏れ・内部状態)を基準に測定器を選定します。設備の症状 推奨測定器 診断方法 異音・振動 振動計 振動診断 発熱・温度上昇 赤外線サーモグラフィ 温度診断 空気・ガス漏れ 超音波カメラ 超音波診断 内部詰まり・損傷 工業用内視鏡 内部検査 設備診断では、症状に適した測定器を選ぶことが重要です。
まずは設備の異常兆候を把握し、それに適した診断技術を選定します。 - モーターの異常は振動計とサーモグラフィのどちらを使いますか?
-
多くの場合は振動計を最初に使用します。
モーターの故障の多くは、以下のような振動異常として現れます。
- ベアリング損傷
- アンバランス
- ミスアライメント
- 軸のゆるみ
そのため、振動診断が最も基本的な方法です。
ただし、次のような異常では赤外線サーモグラフィが有効です。
- モーター巻線の過熱
- 電気接点の発熱
- ベアリングの過熱
実際の設備診断では
振動診断+温度診断を組み合わせて使用するケースが多くなります。 - 圧縮空気漏れには超音波カメラと石けん水のどちらが適していますか?
-
工場設備では超音波カメラによる検査が効率的です。
石けん水による方法は簡易的ですが、次のような問題があります。
- 配管全体を確認できない
- 高所設備の検査が難しい
- 稼働中設備では確認しにくい
一方、超音波カメラは以下の特徴があります。
- 遠距離から漏れを検知
- 稼働設備でも検査可能
- 大規模設備を短時間で点検可能
そのため、工場の圧縮空気漏れ診断では
超音波カメラによるリーク検知が広く使われています。 - 工業用内視鏡が有効な設備は何ですか?
-
目視できない設備内部の点検に有効です。
工業用内視鏡は、分解せずに設備内部を確認できるため、以下のような設備で使用されます。
設備 点検内容 配管・パイプ 詰まり、腐食、堆積物 熱交換器 スケール付着 エンジン・タービン 内部損傷 ボイラー 燃焼室の状態 機械内部 摩耗・破損 特に、分解点検が困難な設備の内部検査に有効です。
設備診断の相談
 Technical Expert
Technical Expert設備診断に適した測定器の選定でお困りの場合は専門スタッフにご相談ください。
\ 測定器の相談・見積依頼もこちら /